 Vai al contenuto
Vai al contenuto Come stampare il PETG – Il materiale più versatile
Stampare PETG :Consigli Utili Su Stamparlo Nel Miglior Modo.
Condividi:

Matteo Ingrosso
Autore articolo.
Stampare PETG : PLA o ABS non ti soddisfano più? Forse hai bisogno di un materiale più resistente o qualcosa che possa resistere a temperature più
elevate rispetto al PLA, ma che sia più facile da stampare rispetto all’ABS? Il
filamento PETG potrebbe diventare il tuo prossimo filamento per la stampa 3D
poiché sta rapidamente guadagnando la sua dovuta popolarità nel mercato
globale. Quindi diamo un’occhiata a cos’è il PETG, perché dovresti usarlo e
come stamparlo.
Parametri di Stampa:
Cercherò di darti dei valori generali per stampare PETG , ogni marca di filamento, ha dei suoi valori prestabiliti, quindi proverò a fornirti una combinazione generale che vada bene un pò per tutti.
- Temperatura Nozzle: 240-250C
- Temperatura Bed: 60-70°C
- Enclousore: NO
- Ventilazione: 0-30%
- Velocita di Stampa: 40-60mm/Sec
- Altezza Layer Consigliato: 0.2 mm
- Tipo di Adesione: NON RICHIESTA
- Riempimento consigliato: tra 25 e 100%
Caratteristiche principali del PETG. Come e dove utilizzarlo:
Uno dei pochi problemi comuni che riscontriamo con PETG è il Fenomeno di “Stringing”.
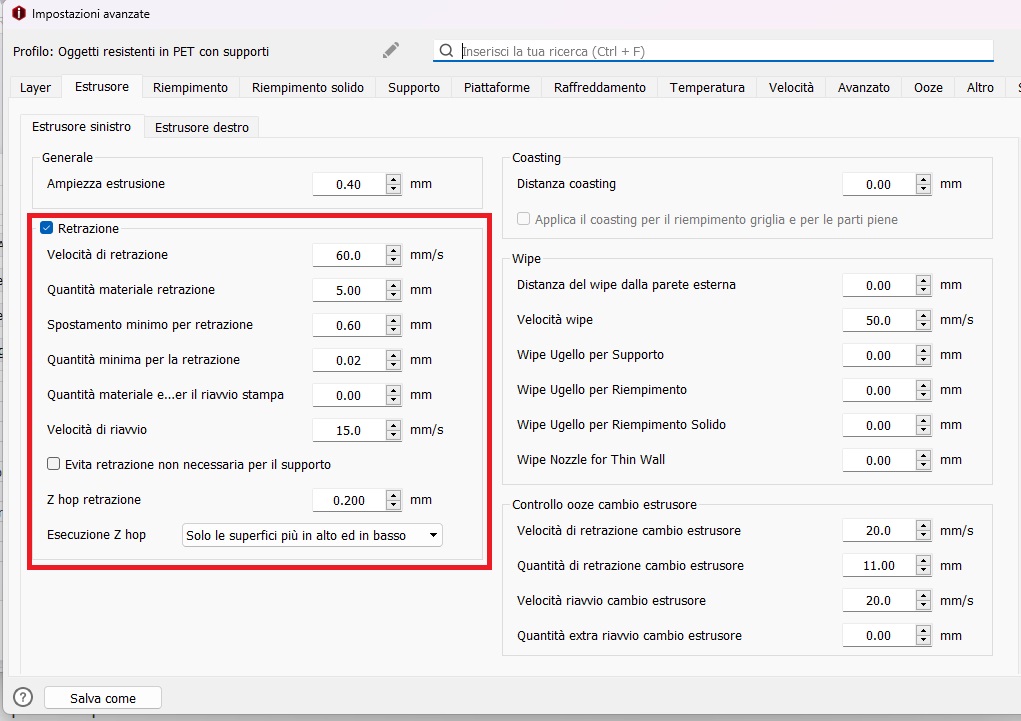
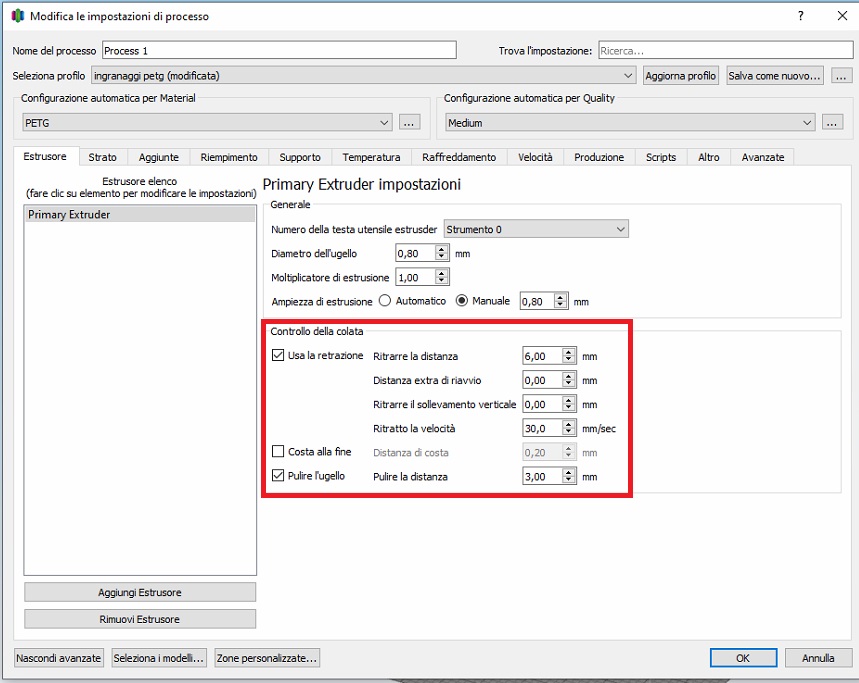
Queste sbavature sono piccoli peli simili a ragnatele distribuiti tra le diverse superfici della stampa 3D. Prevenire queste funi richiede impostazioni di retrazione calibrate con precisione, quindi assicurati di regolare la distanza e la velocità di retrazione per ottenere i migliori risultati. Simplify3D include anche diverse funzioni utili che riducono questo fenomeno, uno su tutti è la retrazione e suoi parametri collegati, vediamone alcuni dei principali:
Vantaggi:
- Ottima resistenza meccanica e a urti
- Ottima Resistenza agli agenti chimici
- Resiste a temperature fino a 70°
- Ottima finitura superficiale
Svantaggi:
- Soggetto a Stringing
- Poco resistente ai graffi
- Soggetto a delaminazione
Tmeperatura:

Si consiglia di stampare PETG intorno ai 235°C-240°C, a seconda dell’estrusore. L’utilizzo del piano riscaldato è importante le temperature migliori sono tra 70-75°C, con il primo 1/2 strato stampati ad una temperatura più calda di qualche grado.
La sovra estrusione può essere un problema con il PETG Sulla superficie possono formarsi bolle e/o fenomeni simili.
Se sopraggiungono tali problemi, è opportuno ridurre gradualmente il flusso, fino a quando non vanno via. Una volta raggiunto il risultato, il valore di flusso ottimale sarà salvato nel profilo di stampa
Si consiglia di regolare accuratamente la temperatura. Un primo tentativo può essere a seconda del tipo di estrusore, iniziare a 235 e 240°C. letto riscaldato impostato tra 70 e 75°C, il primo strato di qualche grado in più è una buona cosa.
ATTENZIONE: Questo materiale non deve essere stampato con l’ugello molto vicino al letto riscaldato, si consiglia di lasciare uno spessore di PLA leggermente superiore allo standard sull’asse Z per consentire più spazio per la posa della plastica. Consiglio di impostare una altezza del primo strato di 0.28 mm
Raffreddamento
In sostanza se si vuole stampare PETG e se si desidera che la stampa sia il più resistente possibile, si consiglia di stampare senza ventola
Il PETG si scioglie e aderisce bene allo strato precedente. Tuttavia, se hai bisogno di dettagli più fini ti consigliamo una ventola al 100%.
Il raffreddamento rapido forzato durante la deposizione fornirà stampe molto dettagliate senza linee o deformazioni. Si consiglia di stampare senza la ventola sul primo e sul secondo strato, quindi portare la ventola al massimo.
Velocità di stampa:

Per stampare PETG al meglio, cerca di stamparlo più lentamente. Si consiglia una velocità di stampa di circa 55 mm/s, e non superiore a 60 mm/S per evitare problemi di “Stringing”.
Durante i primi 3 layer di stampa consiglio di andare ad una velocita di 15mm/S per incrementare ulteriormente l’adesione al piano, nei loop esterni è sufficiente una velocità di 35mm/S per la parete esterna e 45 per la parete interna.
Come impostare correttamente la Retrazione per stampare PETG:
Distanza di retrazione:
Questo determina quanta plastica viene retratta dall’ugello. In generale, maggiore è la plastica che l’ugello si ritrae, minore è la probabilità che l’ugello fuoriesca durante il movimento.
La maggior parte degli estrusori Direct-Drive richiede solo 0,5-2,0 mm di retrazione, mentre alcuni estrusori Bowden possono richiedere fino a 15 mm di retrazione a causa della distanza tra l’ingranaggio di trasmissione e l’estrusore, l’estrusore e l’ugello riscaldato.
Velocità di retrazione:
La prossima impostazione di retrazione da controllare è la velocità di retrazione. Questo determina la velocità con cui il filamento viene estratto dall’ugello. Se la retrazione è troppo lenta, la plastica colerà lentamente attraverso l’ugello e potrebbe iniziare a filtrare prima che l’estrusore si sia spostato nella sua nuova destinazione. Se retratto troppo rapidamente, il filamento potrebbe separarsi dalla plastica calda all’interno dell’ugello, oppure il rapido movimento dell’ingranaggio conduttore potrebbe persino macinare frammenti del filamento. Normalmente valori tra 1200-6000 mm/min (20-100 mm/s) sono quelli in cui la retrazione funziona meglio. Per fortuna, Simplify3D fornisce già una serie di profili preconfigurati che possono darti un punto di partenza per una velocità di retrazione ottimale, ma i valori ideali possono variare a seconda del materiale che stai utilizzando, e temperatura di estrusine, diciamo che se stampiano a 250°C, un valore do 60mm/S può andare bene.
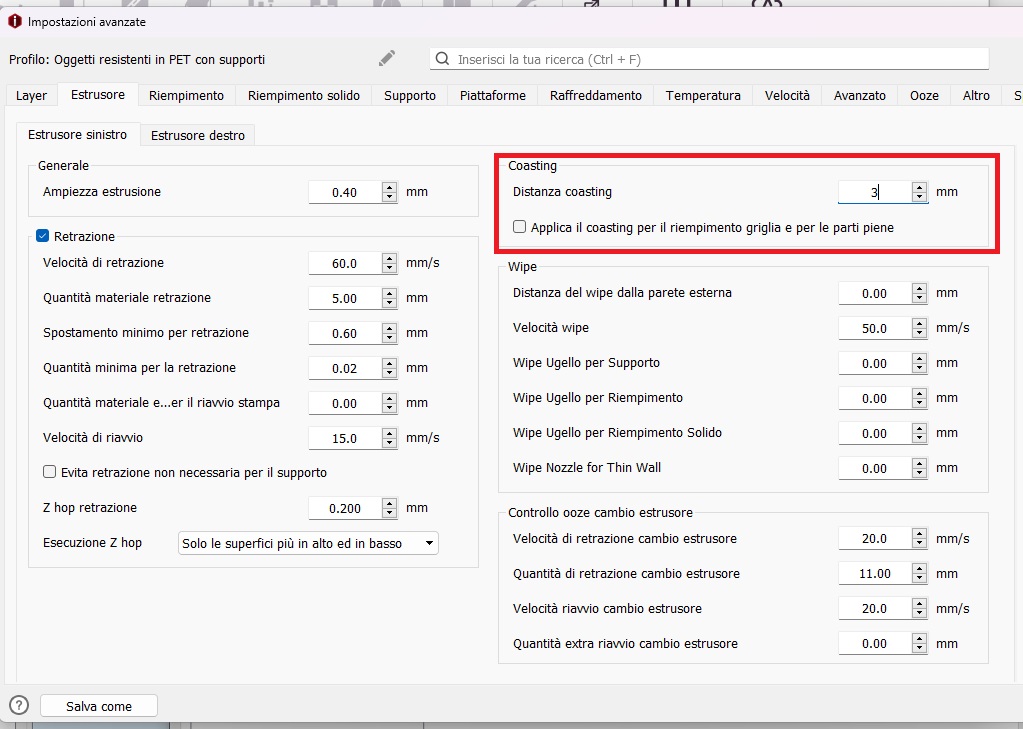
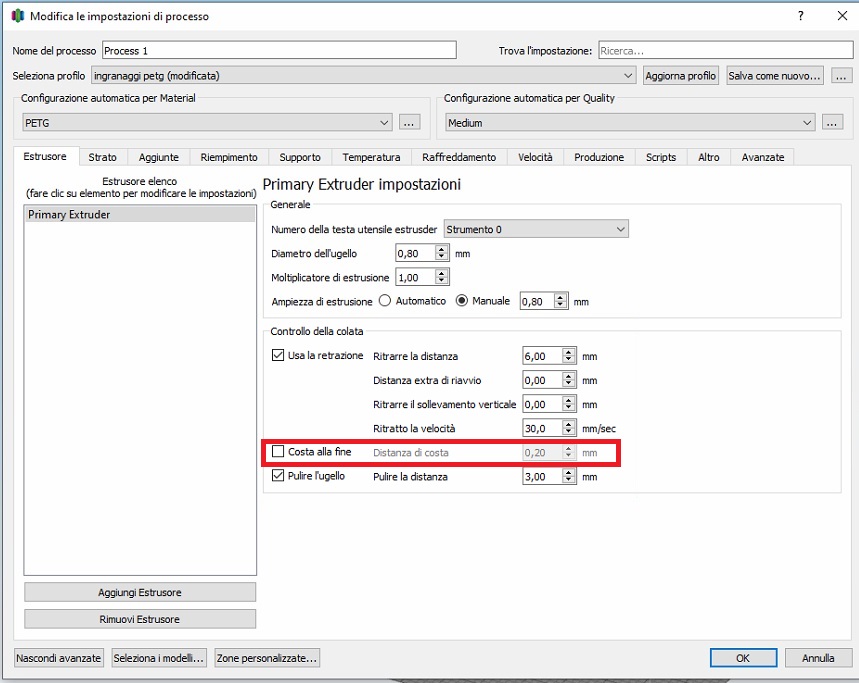
Coasting:
Funziona riducendo la pressione nell’ugello prima della fine di un loop, in questo modo, c’è meno pressione nell’ugello mentre ti sposti al loop successivo; quindi, è meno probabile che tu veda stringhe e ragnatele, date da questo fenomeno.
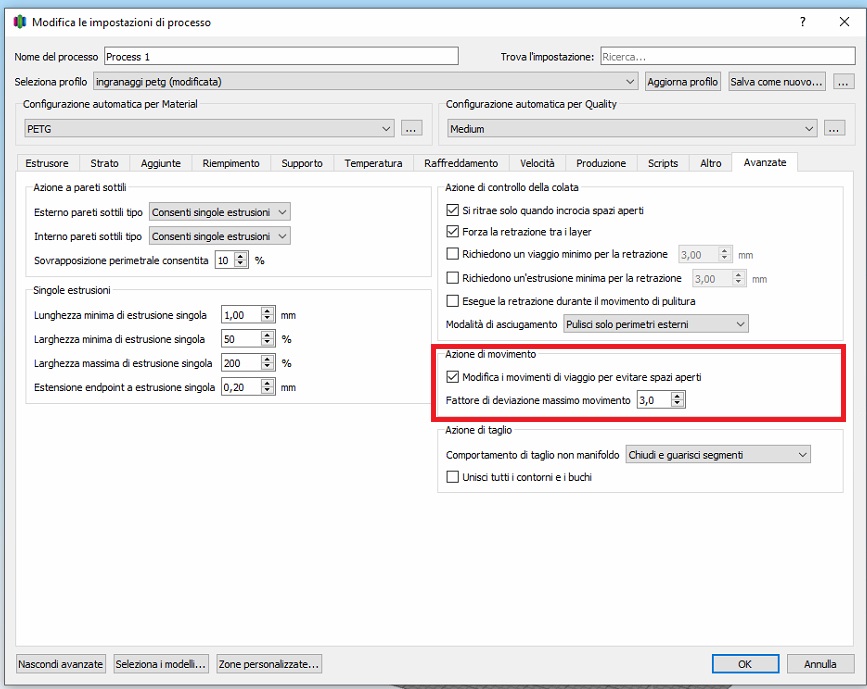
Un’altra grande opzione può essere trovata nella scheda Avanzate delle impostazioni del processo Simplify3D. Abilitando l’opzione “Evita il movimento oltre i bordi“.
Il software regolerà automaticamente il movimento dell’estrusore per posizionarsi il più possibile sopra l’interno del modello. Ciò significa che le stringhe rimangono all’interno della tua parte e nessuno può vederle, non al di fuori del tuo modello.
Dopo aver controllato le impostazioni di retrazione, la seconda causa più comune di tesatura eccessiva è la temperatura dell’estrusore. Se la temperatura è troppo alta, la plastica all’interno dell’ugello diventerà più viscosa e fuoriuscirà più facilmente dall’ugello. Tuttavia, se la temperatura è troppo bassa, la plastica sarà ancora un po’ dura e difficile da estrudere attraverso l’ugello. Se ritieni che il tuo ritiro sia impostato correttamente, ma continui a riscontrare questi problemi, prova ad abbassare la temperatura dell’estrusore di 5-10 gradi. Ciò può avere un impatto notevole sulla qualità di stampa finale. È possibile regolare queste impostazioni facendo clic su “Modifica impostazioni processo” e selezionando la scheda “Temperatura”. Selezionare l’estrusore dall’elenco a sinistra, quindi fare doppio clic sul set-point della temperatura che si desidera modificare
Distanza in spazi aperti:
Come discusso in precedenza, queste “Ragnatele”, si verificano quando l’estrusore viene spostato tra due diverse posizioni e durante tale movimento la plastica inizia a fuoriuscire dall’ugello.
La durata di questo movimento può avere un grande impatto sulla quantità di essudazione che si verifica. Il breve movimento è abbastanza veloce da impedire alla plastica di fuoriuscire dall’ugello. Tuttavia, è più probabile che i percorsi lunghi creino stringhe.
Per fortuna, Simplify3D include una funzionalità molto utile che può aiutare a ridurre al minimo la durata di questi movimenti. Il software è abbastanza intelligente da regolare automaticamente il percorso di viaggio per garantire che l’ugello percorra una distanza molto breve nello spazio aperto. Infatti, in molti casi, il software potrebbe riuscire a trovare un percorso di viaggio che eviti di attraversare le parti esterne!
Ciò significa che non puoi creare una stringa perché l’ugello sarà sempre sopra la plastica solida e non lascerà mai la parte. Per utilizzare questa funzione, fai clic sulla scheda “Avanzate” e abilita l’opzione “Evita di attraversare i confini per i movimenti di viaggio“.
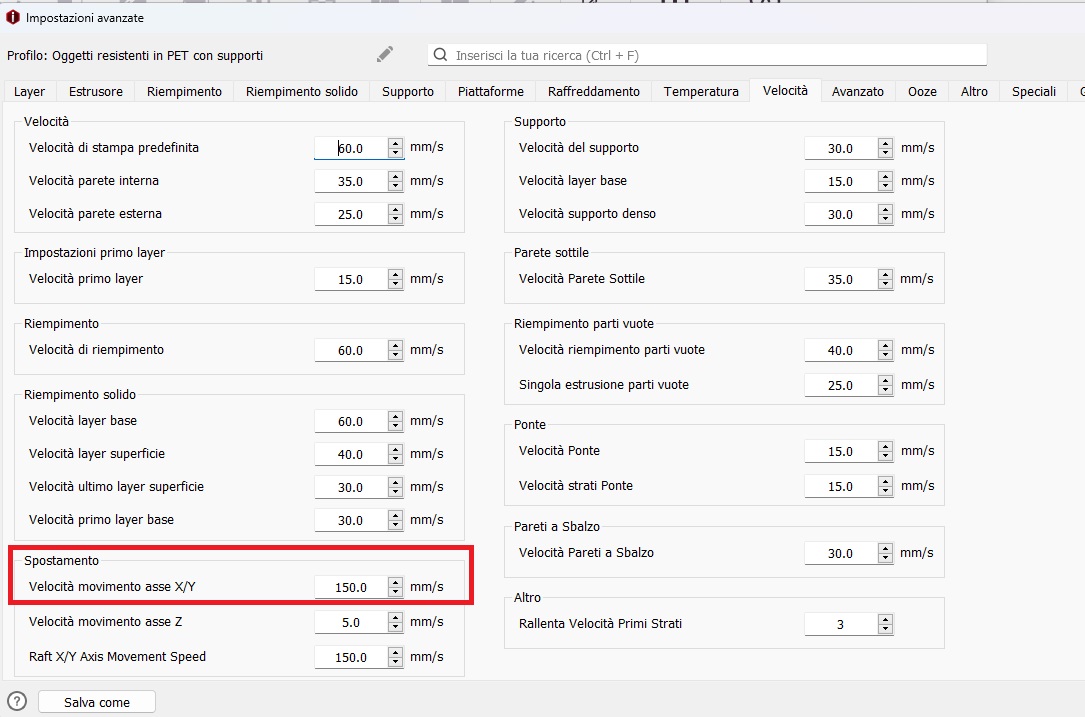
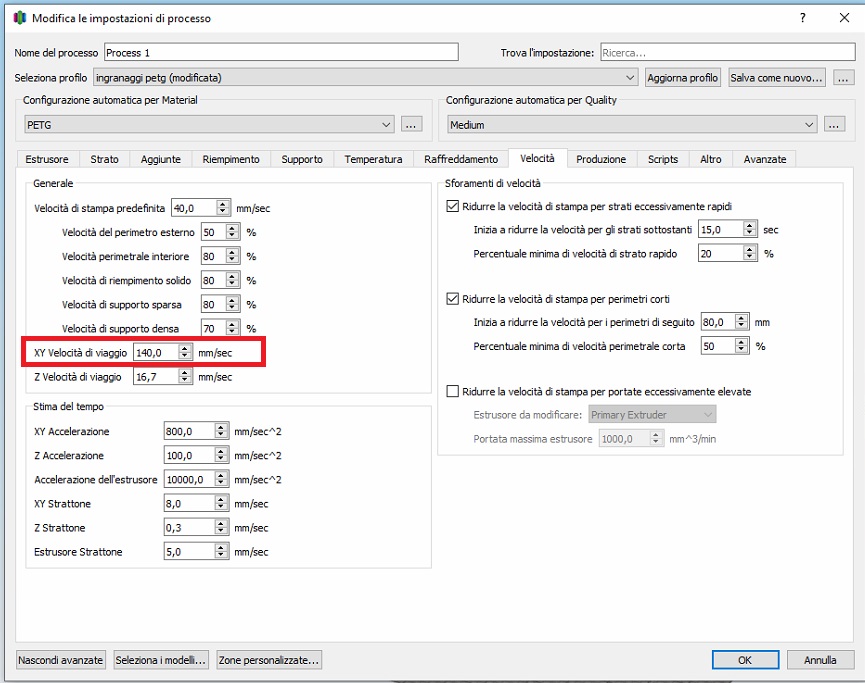
Velocità di movimento:
Infine, potresti anche scoprire che l’aumento della velocità di movimento della macchina riduce anche la quantità di tempo in cui l’estrusore può scorrere mentre si sposta tra le parti. Puoi controllare la velocità di movimento utilizzata dalla tua macchina facendo clic sulla scheda “Velocità” delle impostazioni di processo. La velocità del movimento dell’asse X/Y rappresenta la velocità del movimento da lato a lato e di solito è direttamente correlata alla quantità di tempo in cui l’estrusore rimane all’aperto. Se la tua macchina è in grado di gestire spostamenti a velocità più elevati, potresti scoprire che l’aumento di queste impostazioni riduce anche l’incordatura tra le parti.
Blob (Bolle sulla superficie del modello):
Quando si vuole stampare PETG alle temperature più elevate associate relative al range fornito dal produttore del filamento, è possibile notare piccole bolle o arricciature sulla superficie del modello. Questi difetti di stampa di solito compaiono all’inizio o alla fine di ogni loop (Perimetro) e l’estrusore deve iniziare o interrompere improvvisamente l’estrusione della plastica, per passare al layer successivo.
Esistono diversi modi per rimuovere questi difetti di stampa, ad esempio abilitando le opzioni “Distanza di riavvio extra” o “Per inerzia” nella scheda “Estrusore“. Simplify3D include anche l’opzione per eseguire la retrazione dinamica, in cui il filamento viene ritirato mentre l’estrusore è ancora in movimento. Questo elimina completamente le macchie che solitamente si formano per ritiro a riposo.
Se inizi a notare piccole imperfezioni sulla superficie della tua stampa, il modo migliore per diagnosticare la causa è osservare attentamente ogni perimetro della stampa. C’è un difetto quando l’estrusore inizia a stampare il perimetro? O appare solo quando il perimetro è finito e l’estrusore è fermo? Se il difetto compare all’inizio del ciclo, potrebbe essere necessario regolare leggermente l’impostazione di retrazione. Fai clic su “Modifica impostazioni di processo” e vai alla scheda “Estrusore“. Al di sotto della distanza di ritrazione, c’è un’impostazione chiamata “Extra Restart Distance“. Questa opzione determina la differenza tra la distanza di ritrazione quando l’estrusore viene arrestato e la distanza di getto utilizzata quando l’estrusore viene riavviato. Se noti difetti superficiali proprio all’inizio del perimetro, il tuo estrusore potrebbe aver versato troppa plastica.
La distanza di partenza può essere ridotta inserendo un valore negativo per la distanza di ripartenza extra. Ad esempio, se la distanza di retrazione è 1,0 mm e la distanza di riavvio extra è -0,2 mm (notare il segno meno), ogni volta che l’estrusore viene arrestato, verrà ritirato 1,0 mm di plastica. Tuttavia, ogni volta che l’estrusore deve ricominciare a estrudere, spinge solo 0,8 mm di plastica nell’ugello. Regolare questa impostazione fino a quando il difetto non appare più quando l’estrusore inizia a stampare il perimetro.
Se la distanza di retrazione è 1,0 mm e la distanza di riavvio extra è -0,2 mm (notare il segno meno), ritrarrà 1,0 mm di plastica ogni volta che l’estrusore si ferma. Tuttavia, ogni volta che l’estrusore deve ricominciare a estrudere, spinge solo 0,8 mm di plastica nell’ugello.
Regolare questa impostazione fino a quando il difetto non appare più quando l’estrusore inizia a stampare il perimetro. Se la distanza di retrazione è 1,0 mm e la distanza di riavvio extra è -0,2 mm (notare il segno meno), ritrarrà 1,0 mm di plastica ogni volta che l’estrusore si ferma. Tuttavia, ogni volta che l’estrusore deve ricominciare a estrudere, spinge solo 0,8 mm di plastica nell’ugello. Regolare questa impostazione fino a quando il difetto non appare più quando l’estrusore inizia a stampare il perimetro.
Se il difetto non compare fino alla fine del perimetro quando l’estrusore viene arrestato, è necessario regolare un’impostazione diversa. Questa impostazione è chiamata inerzia. Puoi trovarlo nelle impostazioni di ritiro nella scheda “Estrusore”. Il movimento per inerzia spegnerà l’estrusore appena prima che il perimetro sia terminato, alleviando l’accumulo di pressione nell’ugello. Abilitare questa opzione e aumentare il valore finché non si notano più difetti alla fine di ogni perimetro quando l’estrusore viene fermato. Tipicamente, una distanza inerziale da 0,2 a 0,5 mm è sufficiente per avere un effetto notevole.
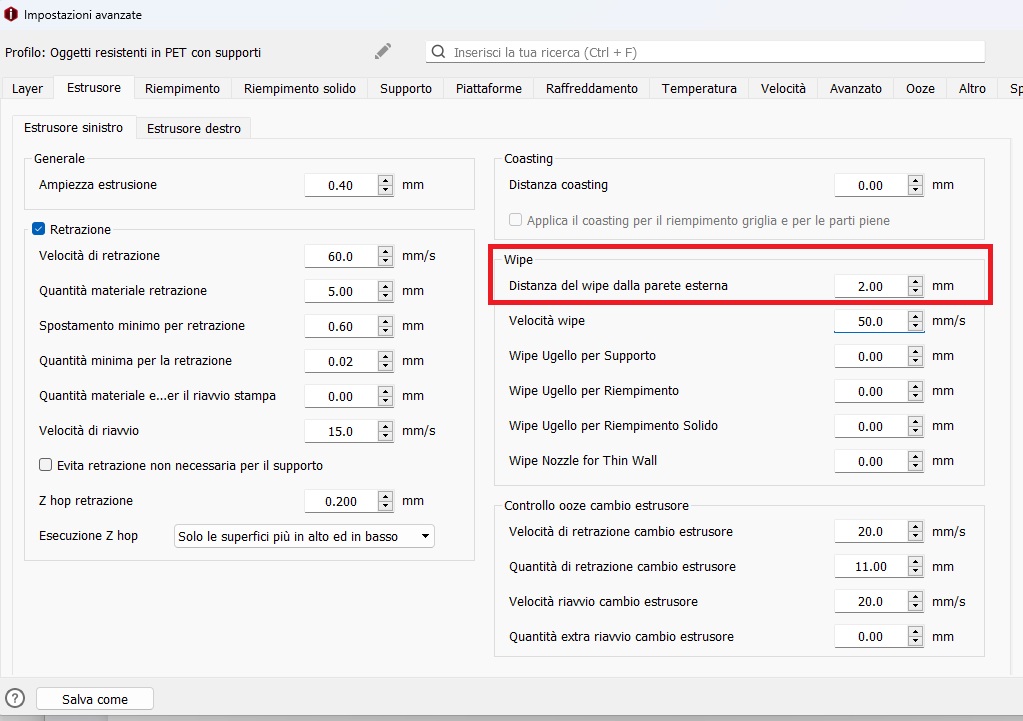
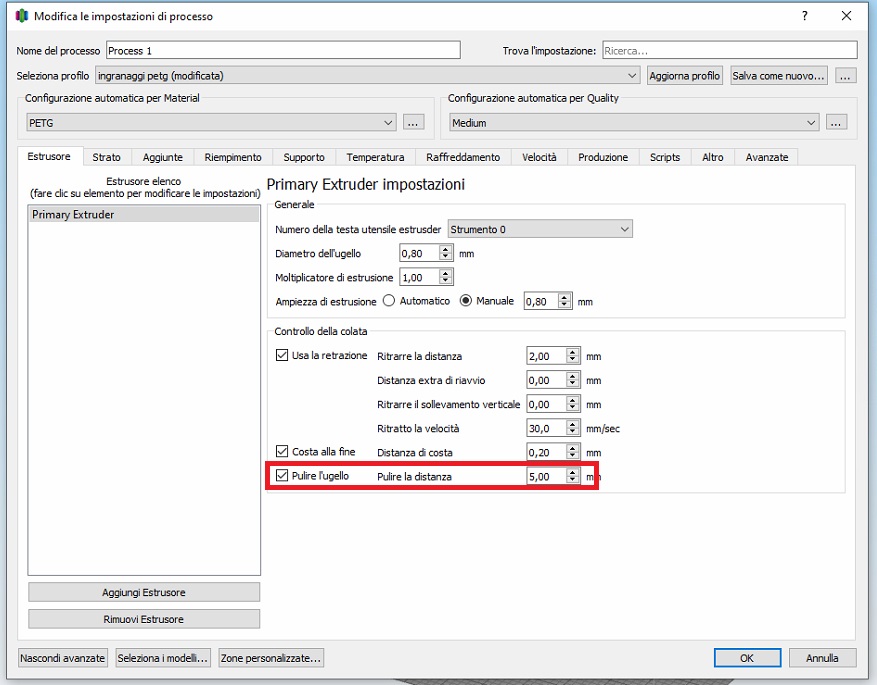
Assicurati che l’opzione “Wipe Nozzles” sia abilitata. Questo dirà alla stampante di pulire gli ugelli alla fine di ogni sezione quando smette di stampare. Per Wipe Distance, immettere un valore di 5 mm come buon punto di partenza.
Conclusioni
Il PET-G è davvero un filamento molto versatile, ha ottime proprietà meccaniche al pari del ABS, ma con un elevata facilità di stampa, non retrae, e molto stabile dimensionalmente, e ha un ottima finitura superficiale, si può stampare con qualunque stampante, davvero un ottimo materiale.
Adesso hai tutti gli strumenti per poter stampare PETG, senza più alcun problema.
Articoli Correlati
Stampare il Polipropilene (PP)- Il materiale per l’industrie
Condividi: Facebook Email LinkedIn WhatsApp Consigli utili su come stampare il Polipropilene in maniera ottimale. Stampare il Polipropilene : PP sta per Polipropilene ed è

Come stampare il TPU – Il filamento flessibile.
Consigli utili su come stampare il TPU in maniera ottimale. Condividi: Facebook Email LinkedIn WhatsApp Stampare TPU : Il TPU è un poliuretano termoplastico, chiamato

Come stampare il Policarbonato-PC.
Condividi: Facebook Email LinkedIn WhatsApp Consigli utili su come stampare il Policarbonato in maniera ottimale. Stampare il Policarbonato in 3D: Il policarbonato (PC) è un

