 Vai al contenuto
Vai al contenuto 


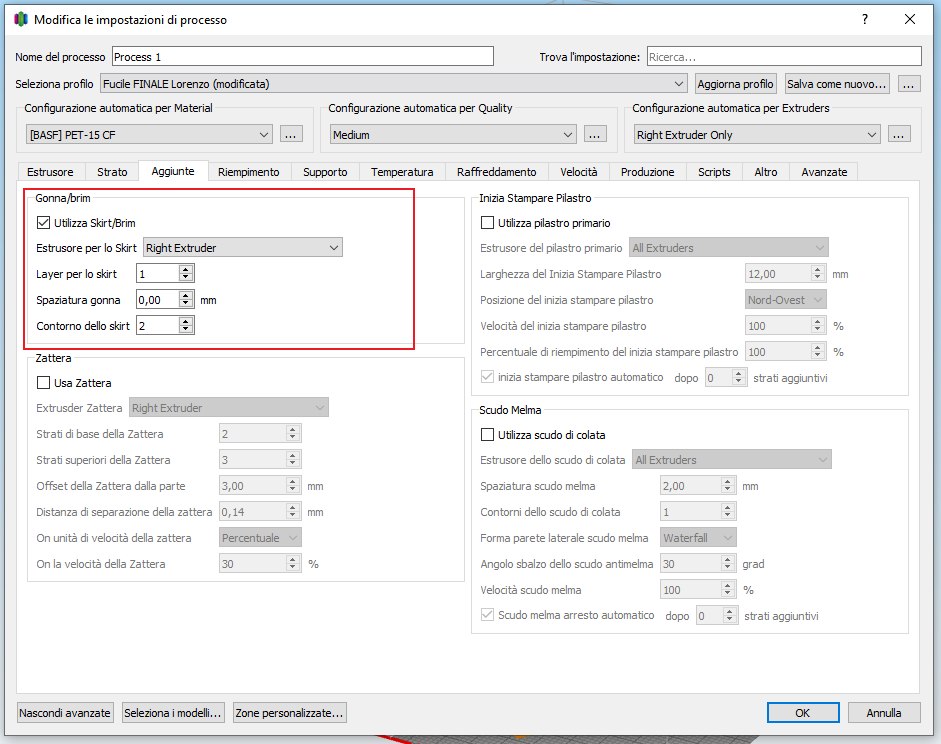
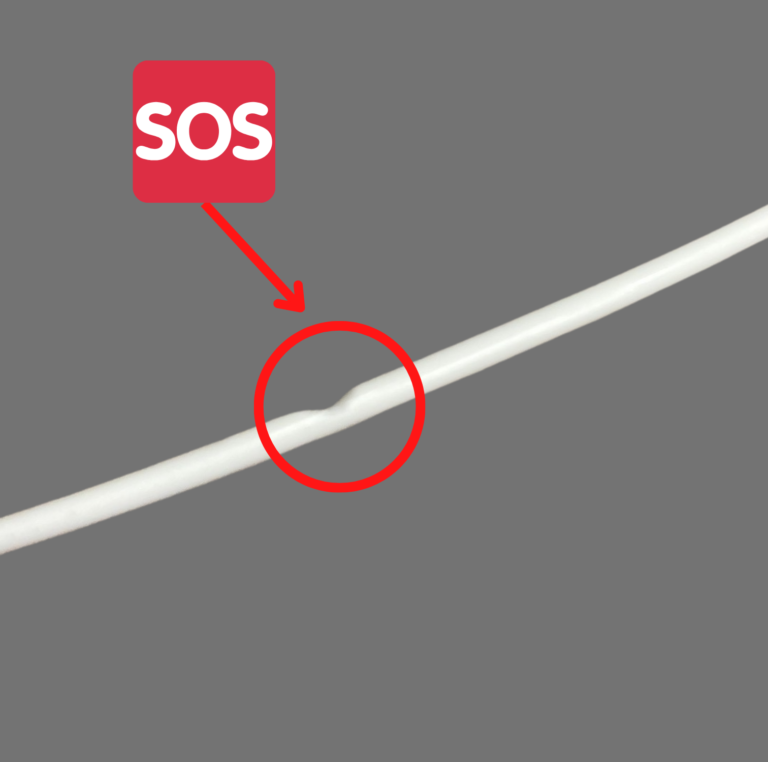



Sotto estrusione: Cosa fare quando la tua stampa ha meno materiale del previsto
Impostazioni e consigli per eliminare questo problema di stampa. Condividi: Facebook Email LinkedIn WhatsApp Potrebbe capitare alle volte che la stampante estruda meno materiale del

Sovra estrusione: Cosa è, e Come risolvere questo problema di stampa 3D.
Sovra estrusione: Impostazioni e consigli per eliminare questo problema di stampa. Condividi: Facebook Email LinkedIn WhatsApp Sovra estrusione : Ogni profilo di stampa creato con
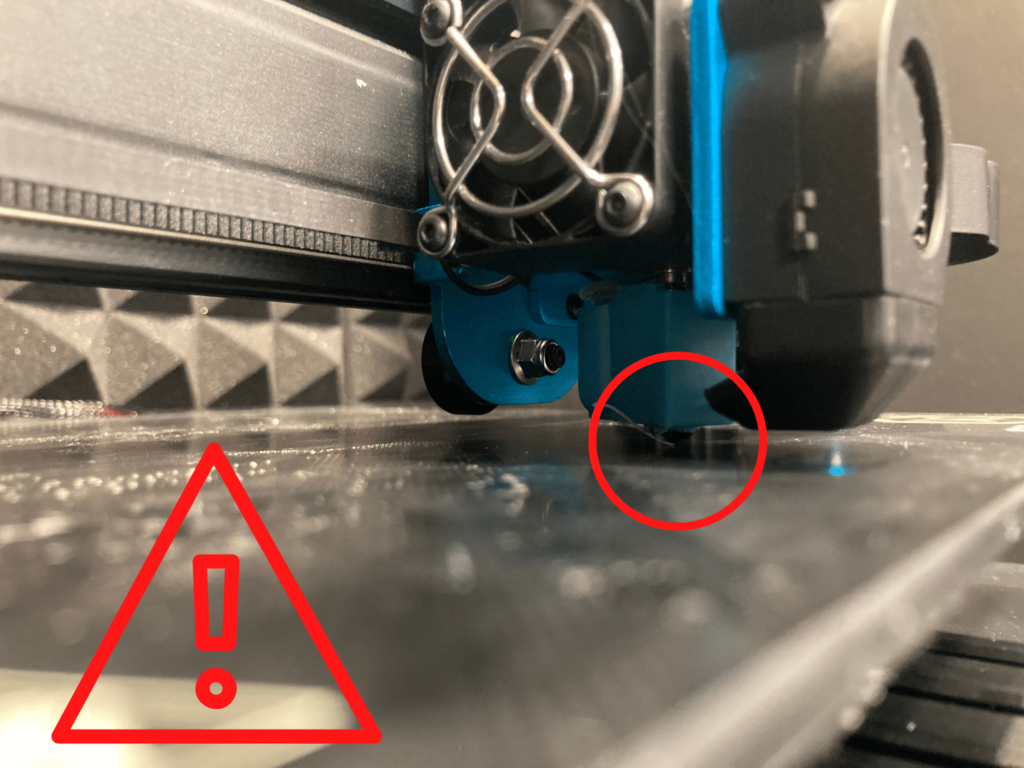
Nessuna estrusione durante il primo Layer -Problemi di Stampa.
Condividi: Facebook Email LinkedIn WhatsApp Nessuna estrusione durante il primo layer ? Nessun estrusione durante il primo layer? Questo problema è molto comune soprattutto per

Stampa 3D si stacca dal piatto – Ecco come risolverlo.
Stampa 3D si stacca dal piatto: Impostazioni e consigli per eliminare questo problema di stampa 3D. Condividi: Facebook Email LinkedIn WhatsApp Stampa 3D si stacca

Warping- Come sconfiggerlo!
Impostazioni e consigli per eliminare questo problema di stampa. Condividi: Facebook Email LinkedIn WhatsApp Se stampi già da un po’ ti sarà sicuramente capitato che

