RAFT : Come impostarla correttamente su IdeaMaker
Impariamo tutti i parametri fondamentali per impostare il RAFT su IdeaMaker.

Condividi:

Matteo Ingrosso
Autore articolo.
In questo articolo vorrei spiegarti come impostare correttamente il RAFT su IdeaMaker, per farlo nella maniera corretta però bisogna conoscere perfettamente ogni singolo parametro e capire come e dove agisce, poiché ogni Slicer ha il suo modo di ragionare.
Intanto spieghiamo brevemente cosa è Il RAFT: La traduzione letterale in italiano è “Zattera”, infatti ci assomiglia molto, essa non è altro che un basamento che migliora notevolmente l’adesione al piano di stampa, degli oggetti che vogliamo stampare, soprattutto quando si utilizzano materiali ostici che tendono a retrarre e deformarsi alla base durante la stampa 3D, o per oggetti piccoli che non hanno una area di appoggio al piano sufficientemente ampia da garantire una buona adesione.
Molto spesso per alcuni materiali è indispensabile. Se stampi PLA, PETG TPU non è richiesta, mentre per ABS, Polipropilene, Policarbonato, PA-12 e altri materiali tecnici, è caldamente consigliata.
Come è formata? Sostanzialmente è composta di tre elementi: base, corpo e superficie. Questi elementi non sono altro che layer stampati con alti flussi di stampa, a diverse densità di riempimento tra una linea e l’altra. Il tutto solitamente non è più alto di cinque millimetri.
Il suo principio di funzionamento sta nel permettere all’oggetto di ancorarsi alla plastica del RAFT anziché al piano di stampa essendo molto più facile l’adesione di plastica su plastica, e a sua volta il raft essendo stampato ad alti flussi di stampa, tutto quel materiale estruso in abbondanza, si ancorerà meglio al piano.
Tutto bellissimo vero? No, ce il lato negativo nell’utilizzare il RAFT, essa andrà rimossa in postproduzione; quindi, è importante impostarla correttamente altrimenti potremmo non riuscire a staccarla, o peggio ancora danneggiare la base del nostro oggetto.
Inoltre, lascerà qualche difetto estetico sull’oggetto una volta rimossa, un po’ come per i supporti di stampa.
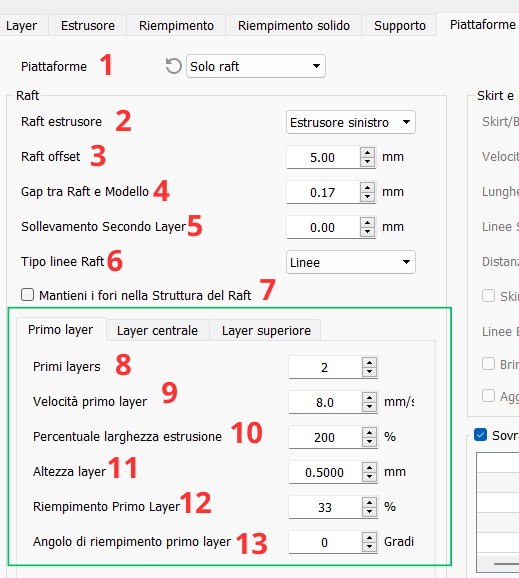
1 Piattaforme:
Come ti ho già detto precedentemente uno dei fattori da considerare, è il tipo di materiale che stai stampando. Alcuni materiali tecnici come ABS, PP, PC, Nylon, Polipropilene, PEEK, sono soggetti a Warping, e tendono a deformarsi moltissimo durante la stampa, soprattutto alla base, poiché strato dopo stato, il materiale estruso tende ad inarcarsi, se questa deformazione la sommiamo per tutti gli strati, ecco che avremo una forza sufficiente da deformare il pezzo in stampa.
Per questi tipi di materiali, ci vogliono stampanti a camera chiusa e non solo, ma spesso anche a camera calda, ovvero si deve tenere una temperatura interna tale da far raffreddare la plastica lentamente, spesso queste temperature sono elevate al pari di un forno per esempio 100°C. Ad ogni modo se stai stampando PLA, PETG , TPU, non dovrai preoccuparti di ciò, ma è bene che tu lo sappia.
2 Raft estrusore:
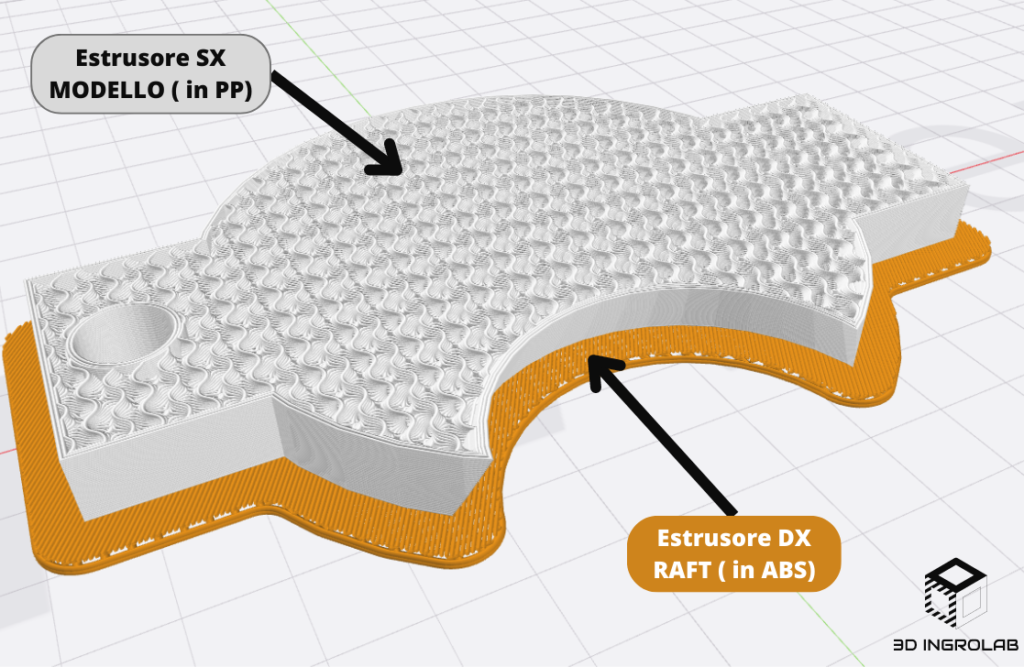
Questo parametro normalmente viene modificato se si ha una stampante a doppio estrusore, esso permette di scegliere con quale estrusore vogliamo stampare il RAFT.
Infatti molto spesso, quando si stampano materiali tecnici come il PP, PC, Nylon ecc.… molto costosi ad altissime prestazioni, si preferisce stampare il RAFT con un materiale “sacrificale” e più economico come per esempio ABS, che grosso modo ha le stesse temperature di stampa dei materiali tecnici. Questo è un ottimo modo per ottimizzare l’utilizzo di materiali costosi.
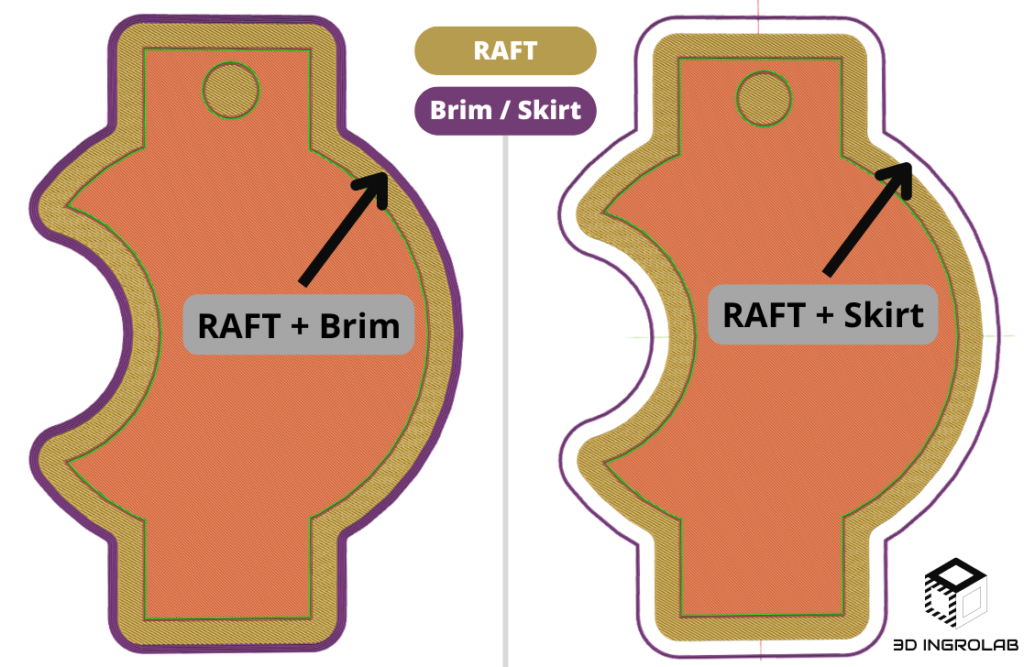
3 Raft Offset:
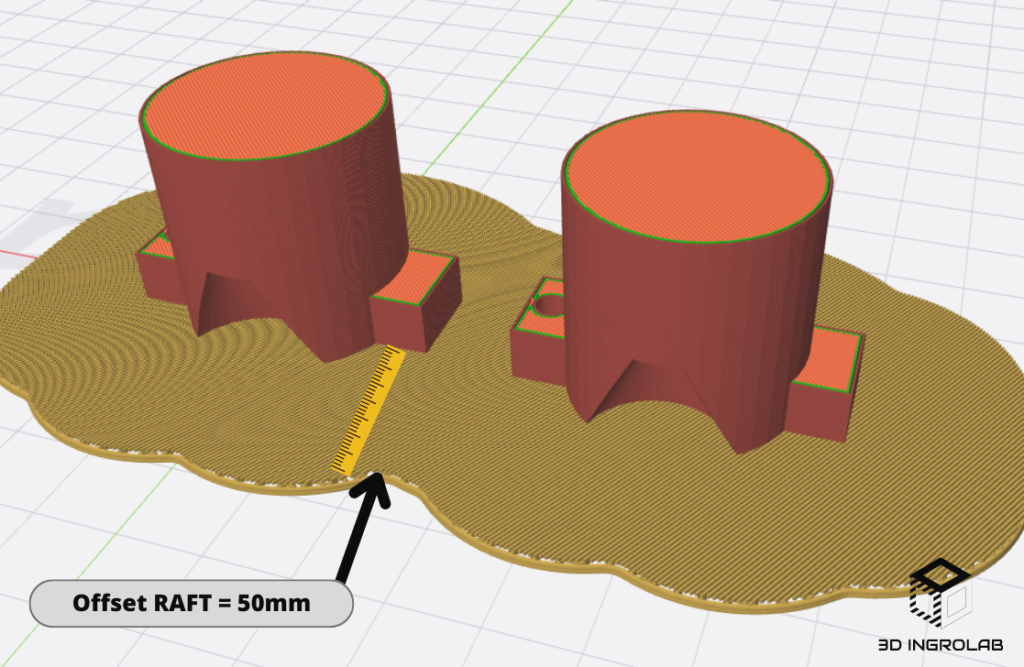
Questo parametro sta ad indicare quanto vogliamo che il raft sia più esteso rispetto alla base del modello, normalmente si può impostare 5 mm come valore predefinito, per materiali ostici si può aumentare questo valore, mentre se si hanno due oggetti piccoli si possono posizionare affiancati l’uno all’altro è impostare un valore di raft molto ampio cosi da creare un raft più esteso e comune ai due oggetti.
4 Gap tra Raft e Modello:
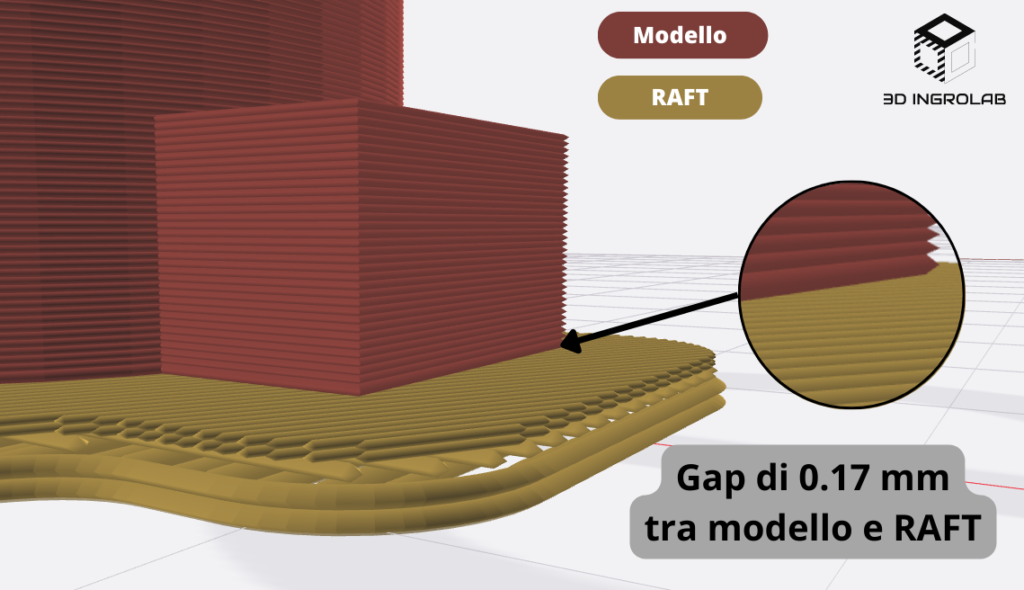
Questo parametro sta ad indicare la distanza che vogliamo impostare tra l’ultimo Layer del Raft e il primo layer del modello.
È importante impostare correttamente questo parametro, perché altrimenti potremmo avere molta difficolta a rimuovere il raft dall’oggetto in post-produzione, se impostato troppo basso, o al contrario impostando un gap troppo alto, il nostro oggetto in stampa potrebbe non aderire bene al raft, comportando una serie di problemi di stabilita e deformazioni.
Ti suggerisco di impostare una distanza di 0.17mm, se riscontri difficolta nella rimozione del raft aumenta leggermente questo valore di un decimo di millimetro.
5 Sollevamento secondo layer
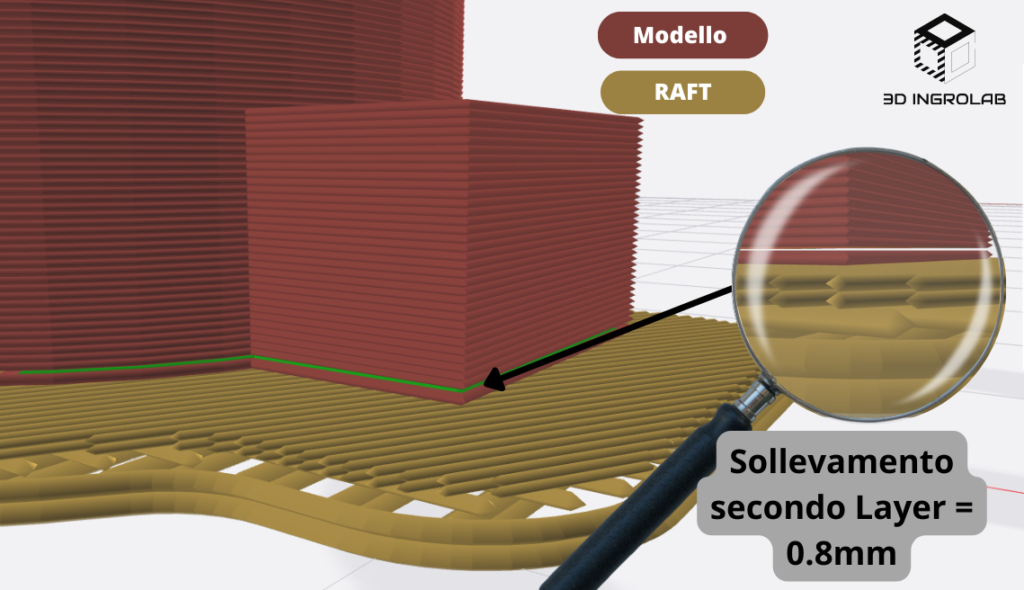
Questo parametro ci consente di impostare un gap tra il primo layer di stampa del nostro oggetto sul raft, e il secondo layer successivo. Potrebbe essere utile laddove si riscontrano difficolta nella rimozione del raft, soprattutto quando non si stacca bene e rimane qualche pezzo di essa attaccato alla base del modello.
Impostando un valore minimo come per esempio 0.8mm, si ha come obbiettivo il distacco del raft, è il primo strato del modello, cercando di avere così una superficie più pulita possibile alla base dell’oggetto. Come sempre non esagerare con valori troppo alti, altrimenti la stampa potrebbe essere instabile.
6 Tipo linee Raft:
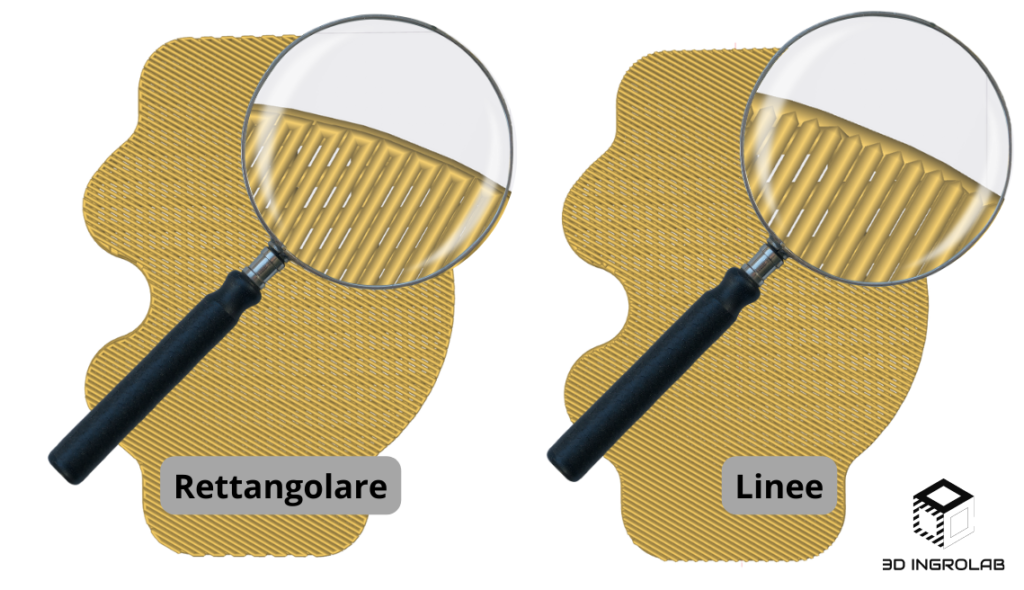
Questo semplice parametro ci permette di cambiare il tipo di riempimento del Raft, possiamo sceglier tra linee e rettangolare, il tipo a linee, tende a rimuoversi meglio ma tende a frantumarsi molto più facilmente in questa fase, al contrario il rettangolare è più robusto e tende a staccarsi in maniera più compatta. Ideale per raft grosse.
7 Mantieni fori nella struttura del Raft:
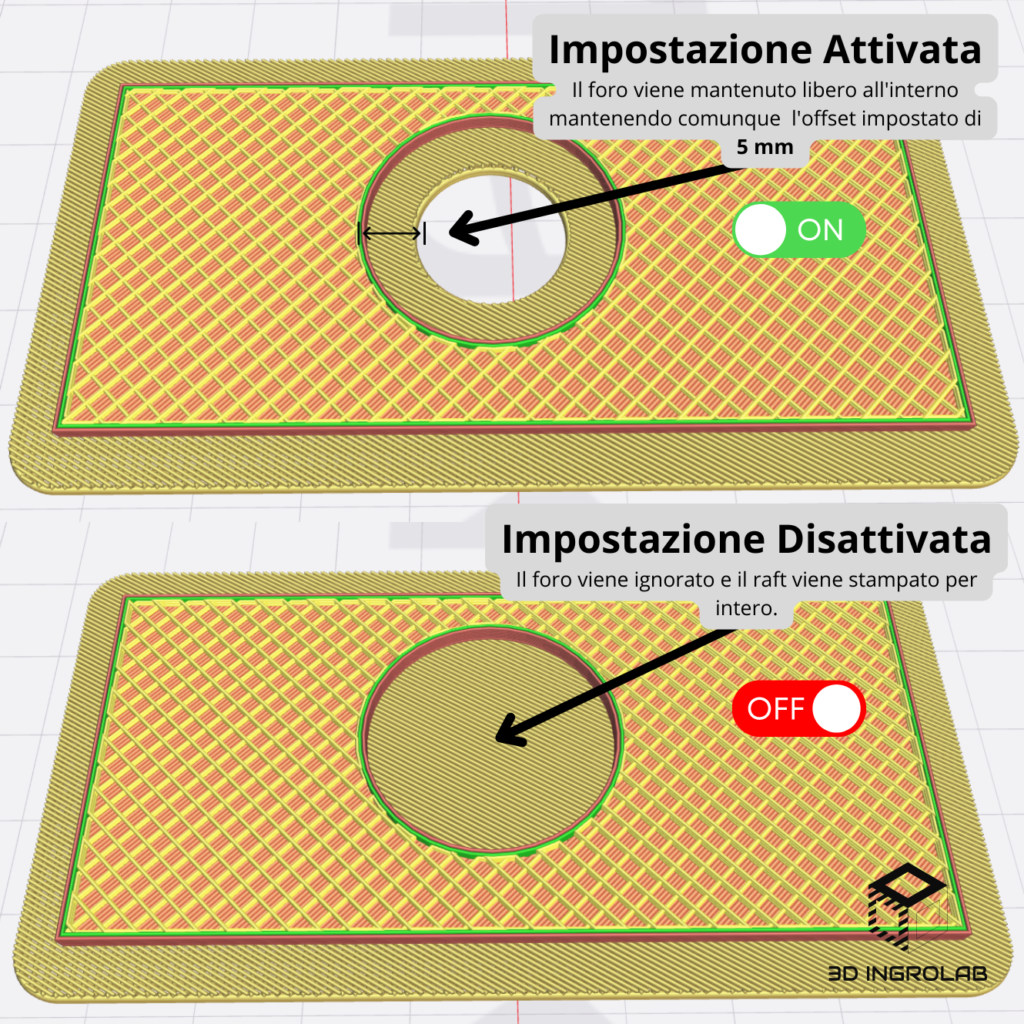
Attivando questa impostazione, IdeaMaker creerà il raft per tutta la base del nostro oggetto ad esclusione delle zone in cui ci sono dei fori, o meglio creerà comunque il raft all’interno dei fori ma mantenendo l’offset che abbiamo impostato.
Questa impostazione può essere utile quando non vogliamo chiudere dei fori dell’oggetto, che potremmo andare poi a rettificare manualmente con un utensile.
Ora passiamo alle Tab sottostanti:
(Primo layer; Layer centrale; Layer superiore)
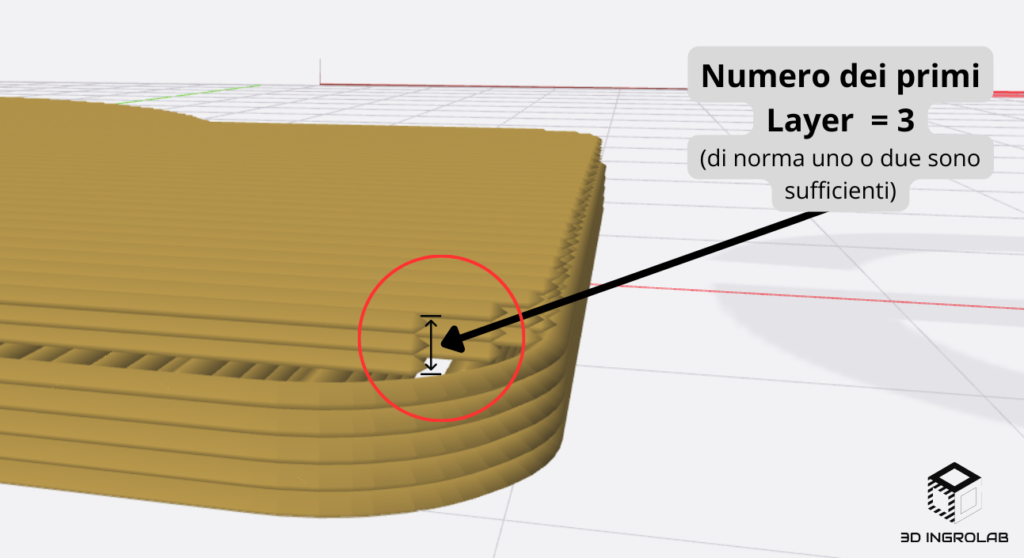
8 - Primi Layers:
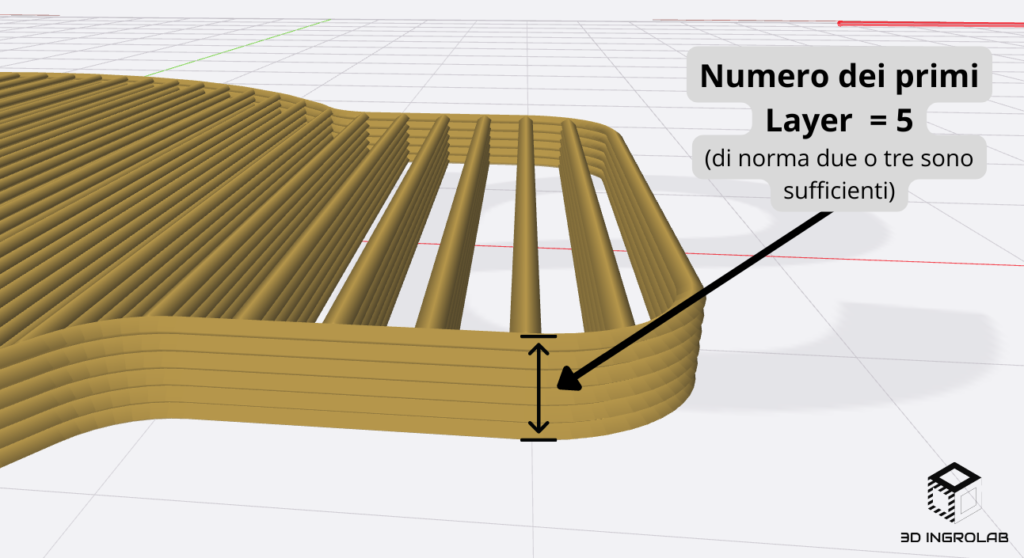
Questo parametro ci permette di decidere quanti layer iniziali della raft vogliamo stampare. Normalmente due sono sufficienti per ottenere una buona stabilità e garantire una rimozione della stessa in postproduzione, aumentare questi layer sicuramente aumenta l’adesione del raft al piano di stampa, ma aumenta anche la difficolta per la rimozione.
9 - Velocità Primo Layer:
Questo parametro stabilisce la velocità a cui vogliamo stampare i primi “n” strati del Raft che abbiamo impostato. Essendo questa una fase molto importante della stampa, è opportuno stampare questi layer ad una bassa velocità per permettere al materiale estruso di ancorarsi bene al piano di stampa.
10 - Percentuale larghezza estrusione:
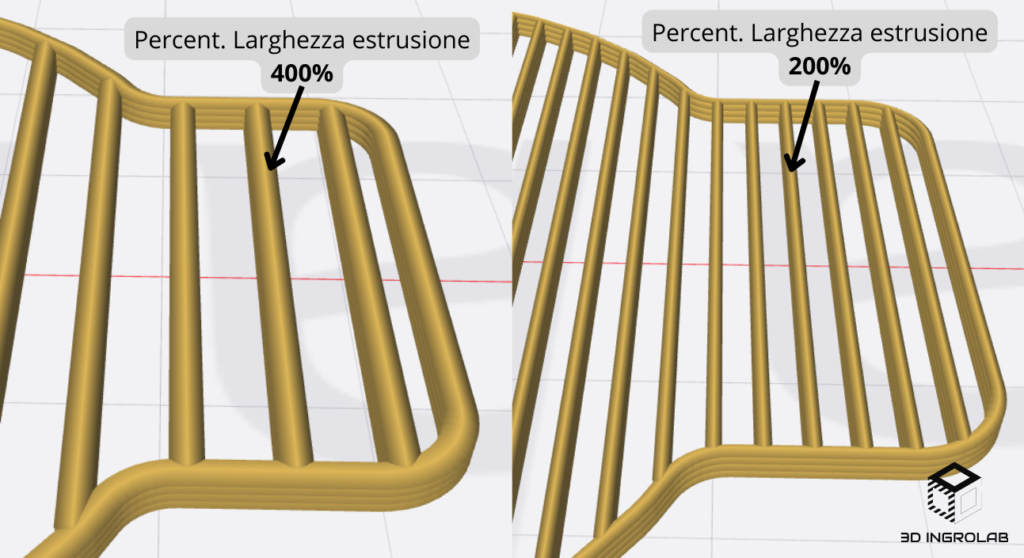
Questo parametro impostato in percentuale stabilisce quanto vogliamo che siano larghe le liee che compongono i primi layer del raft. Di norma questo valore è impostato al 200%, il che è già un buon valore. In questa immagine ho impostato questo valore al 400% per esagerare l’effetto e fartelo notare meglio, ovviamente questo valore è difficilmente raggiungibile.
11 Altezza layer
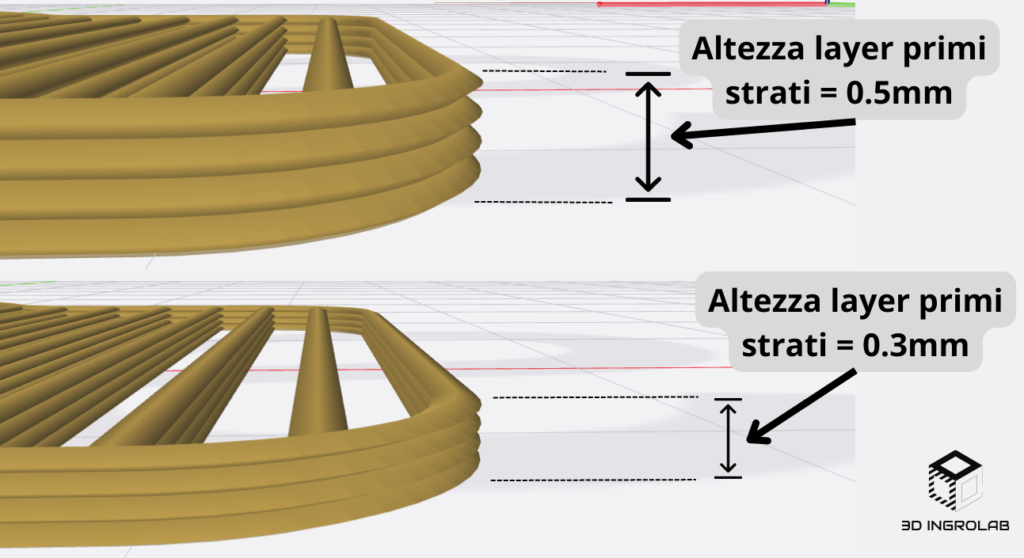
Questo parametro stabilisce l’altezza layer dei primi strati del raft. Come puoi notare dall’immagine, essi sono molto alti esattamente 0.5mm in questo caso, il che va ben oltre il limite massimo di 0.33mm per nozzle da 0.4mm.
In questi casi però avendo un importante flusso di stampa per questi primi strati, si imposta questo valore per aumentare il più possibile l’adesione al piano di stampa.
Riempimento primo Layer:
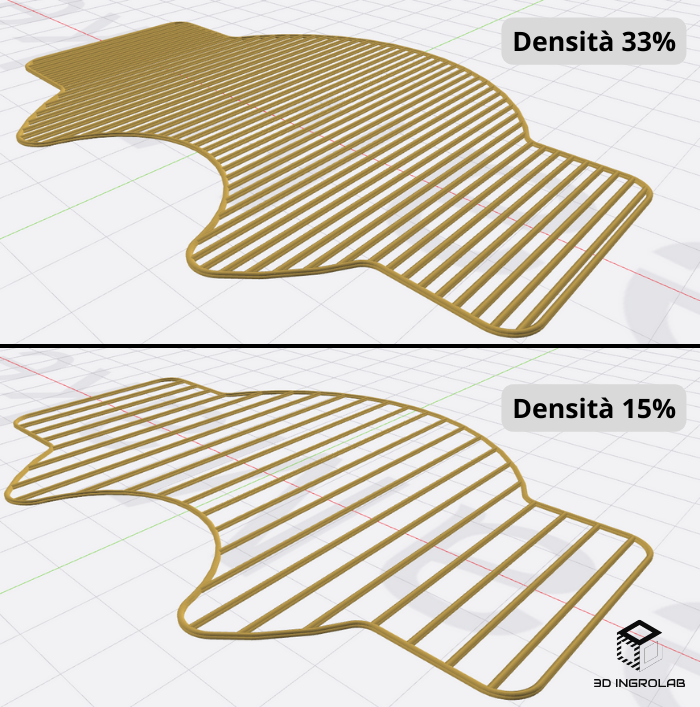
Variando questo parametro, possiamo decidere la densità del riempimento dei primi layer, ovvero, quanto vogliamo che le linee che compongono i primi strati siano vicine una dall’altra. Aumentare questo valore oltre in 30% aumenta l’adesione al piano dei primi strati, ma di contro rende il raft molto più resistente e difficile da rimuovere.
Angolo di riempimento primo layer:
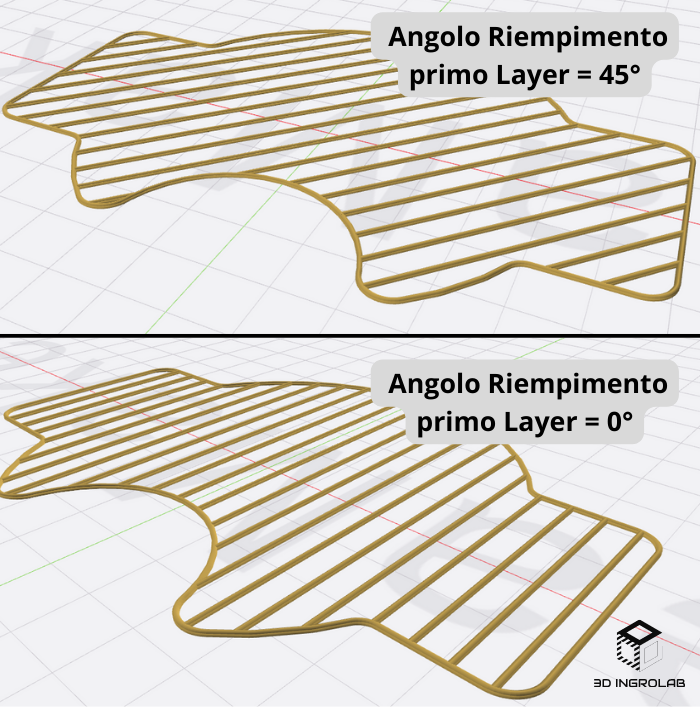
Questo parametro ci permette di impostare l’angolazione delle linee del primo strato. Personalmente non trovo particolarmente utile intervenire su questo parametro, consiglio di lasciarlo impostato così come è.
Tab Layer CENTRALE
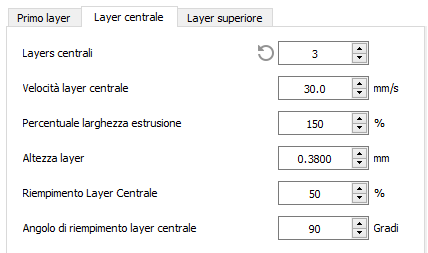
Layer Centrali
Con questo parametro possiamo impostare il numero di strati centrali che vogliamo stampare nel Raft. La funzione di questi strati è di preparare la superfice per l’ultimo strato del raft, che è quello che accoglierà il primo layer del modello da stampare.
Velocità Layer Centrali
Questo parametro imposta la velocità dei layer centrali del raft. È importante andare molto piano nei primi layer per mettere una corretta adesione al piano di stampa. Suggerisco di lasciare la velocita impostata di default dallo Slicer.
Percentuale larghezza estrusione layer Centrali
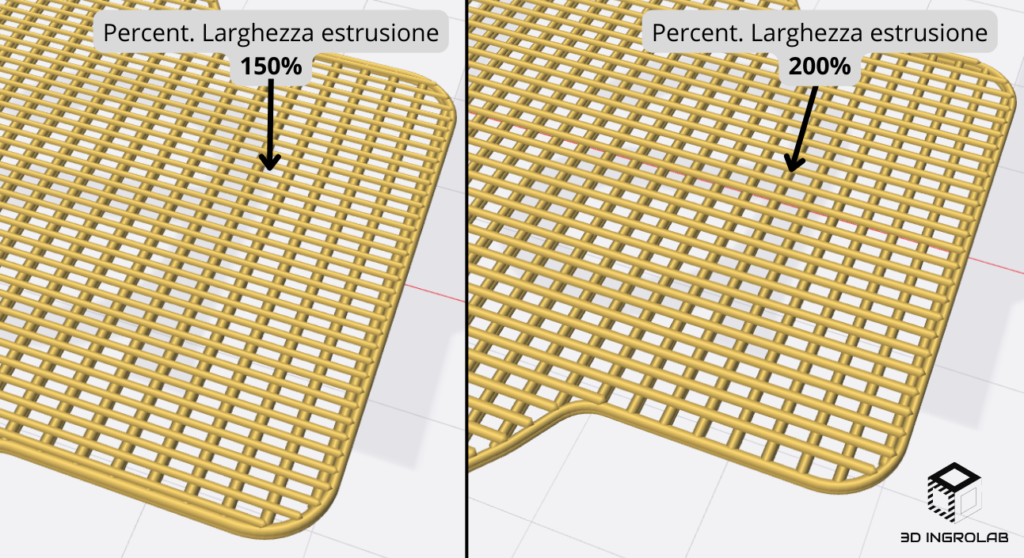
Questo parametro impostato in percentuale stabilisce quanto vogliamo che siano larghe le liee che compongono i layer centrali del raft. Di norma questo valore è impostato al 150%, il che è ottimo, poiché non essendo direttamente a contato con il piano si più diminuire questo parametro, rendendo il raft più morbido e facile da rimuovere successivamente, ma allo stesso tempo stabile e robusta in grado di sostenere l’getto da stampare.
Altezza Layer Centrali
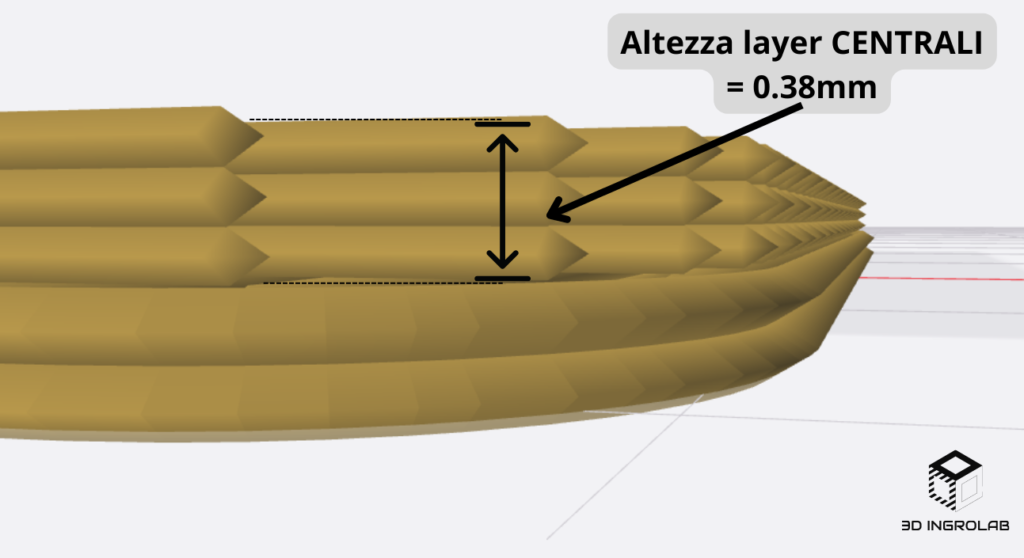
Questo parametro stabilisce l’altezza layer dei primi strati del raft. Come puoi notare dall’immagine, essi sono molto alti esattamente 0.38mm in questo caso, il che va ben oltre il limite massimo di 0.33mm per nozzle da 0.4mm. Nel caso del raft, questo limite non si impone, poiché, tutti gli strati sono stampati con alti flussi di stampa, quindi possono tranquillamente saldarsi l’uno con l’altro anche con altezze layer come queste.
Riempimento Layer Centrali
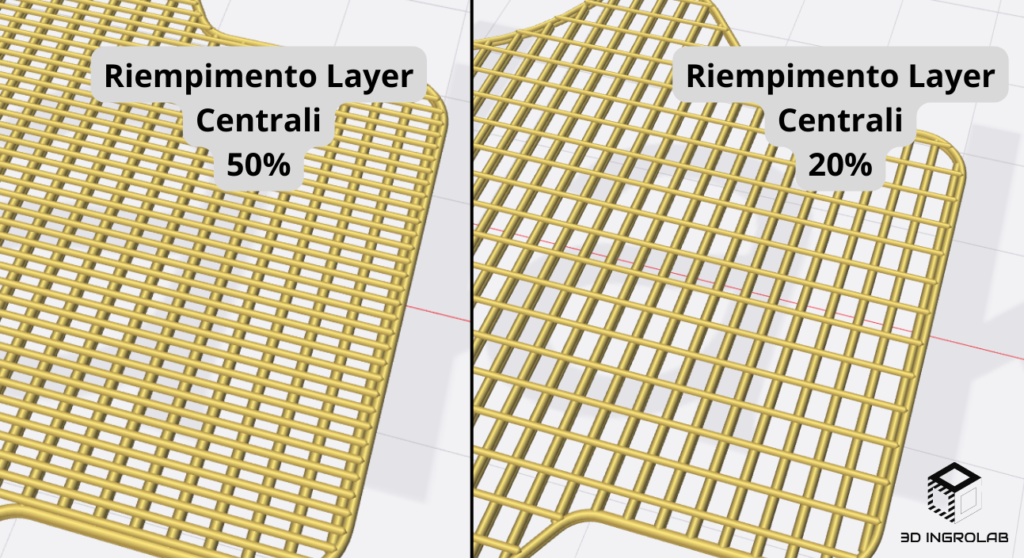
Variando questo parametro, possiamo decidere la densità del riempimento dei layer centrali, ovvero, quanto vogliamo che le linee che compongono questi strati, siano vicine una dall’altra. Aumentare questo valore migliora la stabilità del raft, e prepara meglio la base per gli ultimi strati, ma di contro rende il raft molto più resistente e difficile da rimuovere.
Angolo di riempimento layer Centrali:
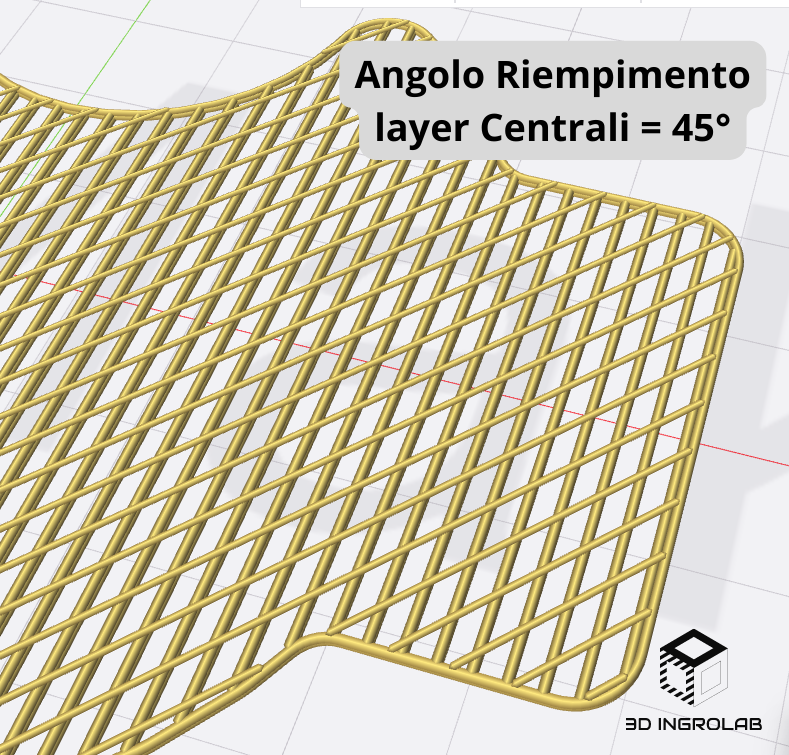
Questo parametro ci permette di impostare l’angolazione delle linee dei layer centrali del raft. Personalmente non trovo particolarmente utile intervenire su questo parametro, consiglio di lasciarlo impostato così come è, anche per tutti gli altri strati.
Tab Layer SUPERIORE
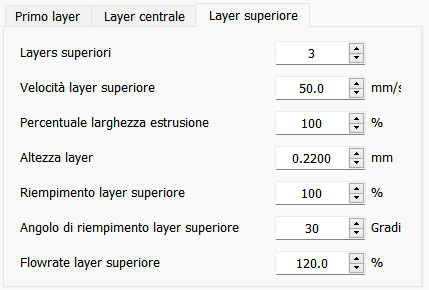
Layers superiori
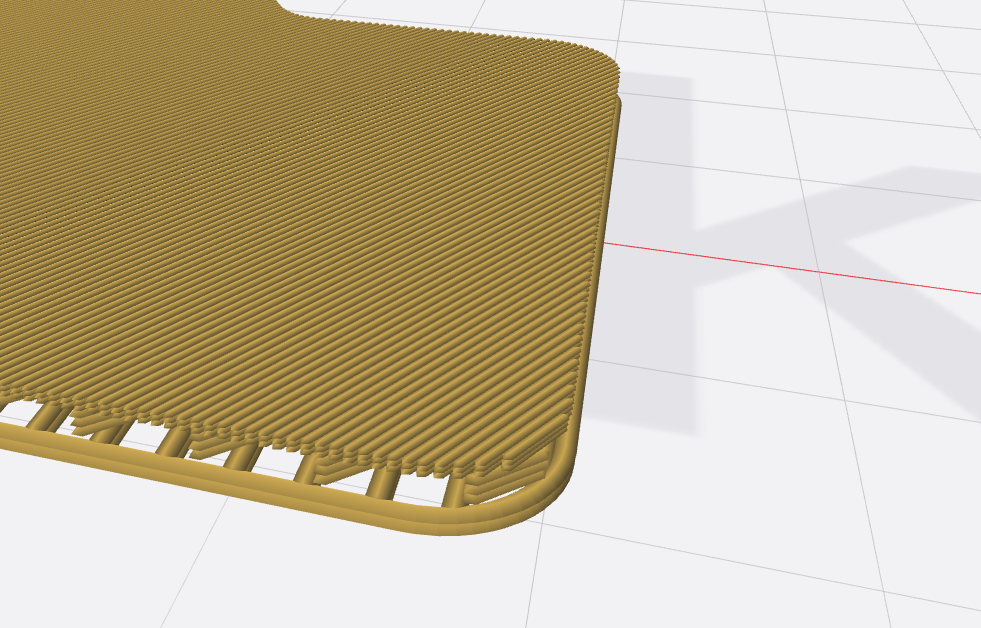
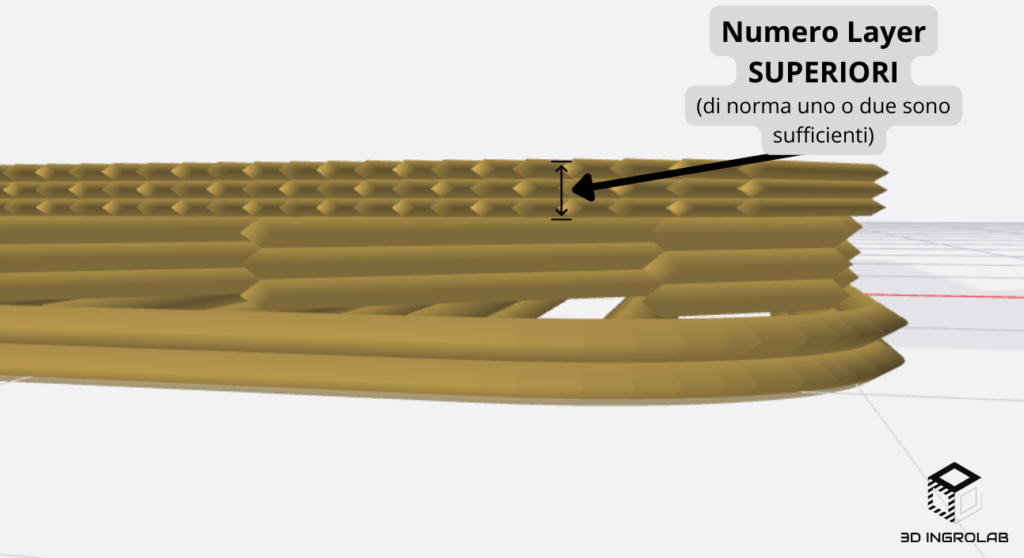
Con questo parametro possiamo decidere quanti Layers superiori vogliamo impostare per il raft. L’a funzione del layer superiore è quella di ospitare il primo layer del modello da stampare, essa dev’essere piuttosto densa e omogenea, da questo layer dipenderà la buona riuscita o meno della stampa 3D.
I Parametri sono gli stessi identici dei layer precedenti, quindi non mi staro a ripetere, per sapere cosa modificare ti basta andare a vedere le varie voci che ti ho spiegato prima. Ciò che devi sapere è a cosa serve questi ultimi strati nel Raft.
Articoli Correlati