Vai al contenuto
Vai al contenuto Warping- Come sconfiggerlo!
Impostazioni e consigli per eliminare questo problema di stampa.
Condividi:

Matteo Ingrosso
Autore articolo.
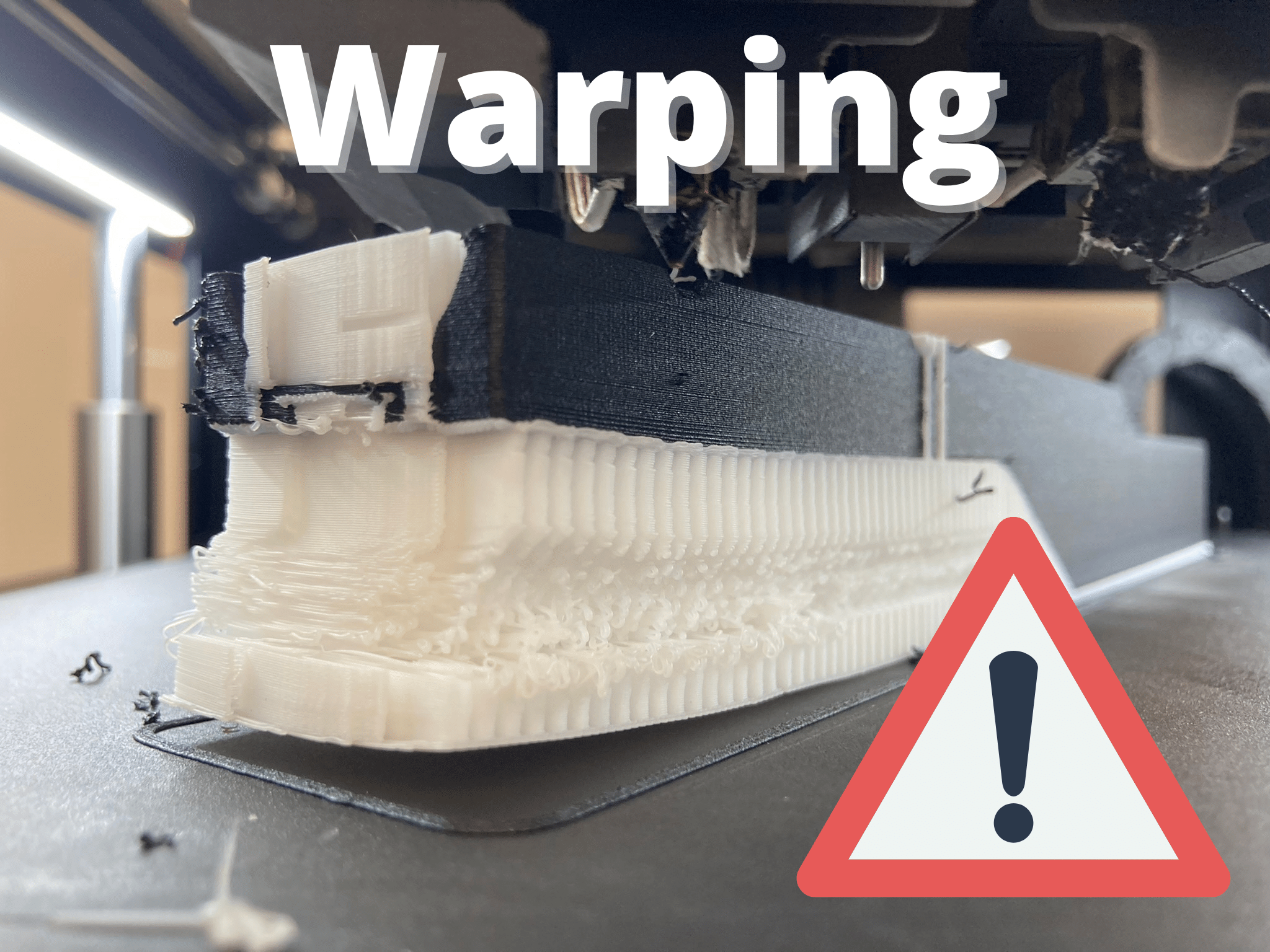
Se stampi già da un po’ ti sarà sicuramente capitato che ad un certo punto della stampa uno o più lati del tuo oggetto incomincino a inarcarsi verso l’alto deformando completamente la tua stampa. Questo fastidiosissimo fenomeno è chiamato Warping.
È dovuto da molteplici fattori, ma principalmente da un fenomeno fisico dovuto dal fatto che la plastica estrusa ad alte temperature se raffreddata molto rapidamente, tende a deformarsi, questo fenomeno è più o meno accentuato in base al tipo di materiale che si sta stampando. Materiali come ABS, PP, PC, Nylon, sono molto più propensi a deformarsi mentre PLA, PETG, TPU molto meno.
In questa guida ti spiegherò passo dopo passo dove intervenire per ridurre questo difetto di stampa.
Che tipo di materiale stai stampando?
Come ti ho già detto precedentemente uno dei fattori da considerare, è il tipo di materiale che stai stampando. Alcuni materiali tecnici come ABS, PP, PC, Nylon, Polipropilene, PEEK, sono soggetti a Warping, e tendono a deformarsi moltissimo durante la stampa, soprattutto alla base, poiché strato dopo stato, il materiale estruso tende ad inarcarsi, se questa deformazione la sommiamo per tutti gli strati, ecco che avremo una forza sufficiente da deformare il pezzo in stampa.
Per questi tipi di materiali, ci vogliono stampanti a camera chiusa e non solo, ma spesso anche a camera calda, ovvero si deve tenere una temperatura interna tale da far raffreddare la plastica lentamente, spesso queste temperature sono elevate al pari di un forno per esempio 100°C. Ad ogni modo se stai stampando PLA, PETG , TPU, non dovrai preoccuparti di ciò, ma è bene che tu lo sappia.
Assicurati che il Tuo piano di stampa sia Correttamente livellato:

Questo accorgimento è fondamentale per evitare il Warping potrai applicare tutti gli step successivi che ti diro nei prossimi punti, ma se il tuo piano non è correttamente livellato tutti i tuoi sforzi saranno vani.
Se il tuo ugello risultasse troppo distante dal piano, il filamento estruso non avrebbe sufficiente superfice di ancoraggio al piano stesso, potresti notare che il tuo primo strato di stampa presenta dei buchi o fessure tra un cordone di filo e l’altro.
Al contrario se non riesci a distinguere nessun cordone di filamento tra uno e latro, o non vedi le cuciture esterne del riempimento o i loop esterni, vuol dire che sei troppo schiacciato. In entrambi i casi avrai sicuramente problemi di Warping e non solo. Ti suggerisco quindi di ricalibrare il piano di stampa con le rotelline presenti al disotto del piano di stampa, con un normalissimo foglio di carta, oppure (Solo se devi fare piccole correzioni) intervenire sul parametro “Z-Adjust” o “compensazione asse Z” che trovi in Simplify3D o IdeaMaker. Inserendo un valore positivo o negativo, consente all’estrusore di iniziare a stampare un po’ più in su o in giù rispetto al valore di Homing dell’asse Z.
Nota Bene: Intervieni su questo parametro solamente se devi fare piccole correzioni. Un piano di stampa calibrato male necessita comunque di una ricalibrazione.
Pulisci il piano di stampa:
La polvere che si deposita e la sporcizia, non aiuta affatto l’adesione del nostro oggetto al piano di stampa, anche il solo fatto di toccare il piano di stampa non le mani, può causare la mancata adesione del primo strato di stampa. Anche se ti sembra pulito a primo impatto, ti consiglio di pulirlo prima di ogni stampa, utilizzando un panno in microfibra e dell’alcol isopropilico. Mi raccomando non usare scottex e sgrassatore potresti fare peggio!
Riscalda il piano di stampa:
Potrebbe essere che il materiale che stai stampando necessiti di un piano di stampa più caldo, se stampi PLA impostalo a 50°C, per il PETG a 80°C e per ABS 110°C, inoltre utilizza dei tappetini di stampa come il PEI, oppure alcuni aditivi come lacca Splendor, Dimafix o Magigoo, che è anche quello che preferisco. Questi additivi aumentano notevolmente l’adesione dell’oggetto al piano di stampa. Inoltre, ti suggerisco caldamente di impostare la temperatura del piano e del Nozzle, di circa 5-10°C più alta per i primi due o tre strati, e di impostare un flusso di stampa al 135% per il primo strato. Di seguito trovi come impostarlo su simplify3D e IdeaMaker.
Queste accortezze permettono di avere un adesivo che ancora il nostro oggetto sul piano, e nel frattempo estrudiamo il nostro materiale ad una temperatura leggermente più alta, quindi sarà più viscoso, e riuscirà a depositarsi meglio sul nostro piano di stampa che anche esso è più caldo, cosi facendo eviterai che il tuo oggetto sia soggetto a Warping.
Progetta bene il tuo oggetto:
Un aspetto importante da considerare, è la progettazione ottimizzata per la stampa 3D. Ameno che tu non debba stampare un oggetto cosi come è, senza possibilità di modificarlo, fai in modo che il tuo oggetto abbia una area di contatto con il piano sufficientemente ampia da garantire una corretta stabilità. Controlla che il baricentro dell’oggetto non sia troppo distante dalla base, altrimenti al crescere della stampa in altezza, se il tuo oggetto pende da un lato più tosto che dall’altro, potrebbe far diminuire l’aderenza della base dal piano creando Warping, o alla peggio facendo staccare il tuo oggetto dal piano. Per costruire un palazzo ci vogliono le fondamenta solide, nella stampa 3D, le fondamenta è il primo strato! Tienilo sempre a mente!!!
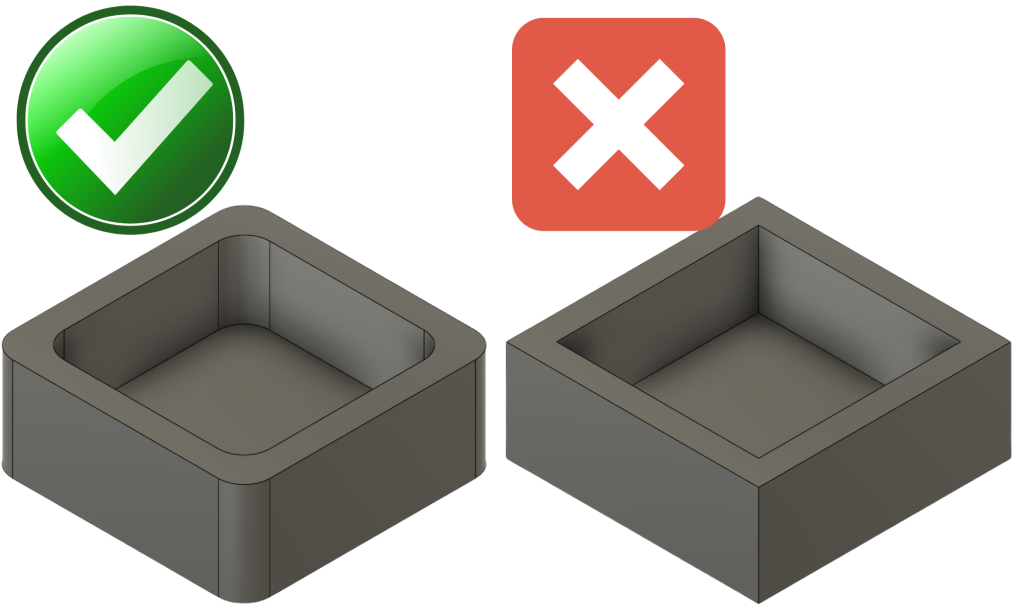
Per ultimo controlla che il tuo oggetto non abbia degli spigoli vivi. Lo spigolo vivo, causa un forte cambio di direzione dell’estrusore, che deve di fatto fermarsi per ripartire in un’altra direzione, noi non ce ne accorgiamo ad occhio nudo perché la stampante fa tutto questo in una frazione di secondo. Questo stop, non permette al filamento estruso di ancorarsi bene al piano perché non vien “schiacciato” sufficientemente, e guarda caso il Warping capita molto spesso in oggetti che anno spigoli vivi, e proprio in quei punti. Quindi dai un raggio minimo agli spigoli, anche solo di qualche millimetro, così eviterai di far arrestare la stampante per cambiare direzione.
Utilizza Raft e Brim:
Se tutto quello che ti ho detto fino ad ora non funzionasse, hai solo due opzioni. O ci chiami e te lo stampiamo noi per te, oppure devi impostare un RAFT o BRIM alla base del tuo oggetto.
Queste “piattaforme”, sono indispensabili quando si stampano materiali tecnici.
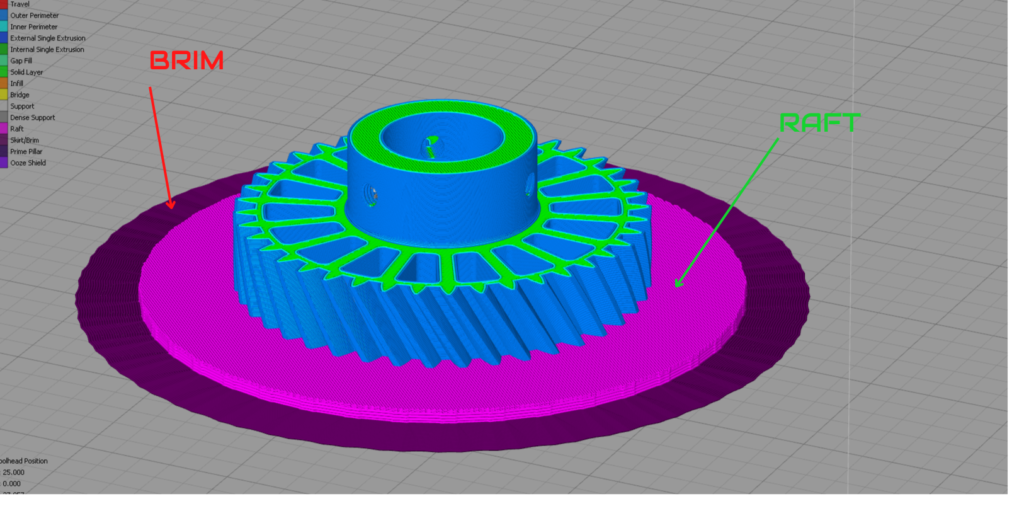
RAFT:
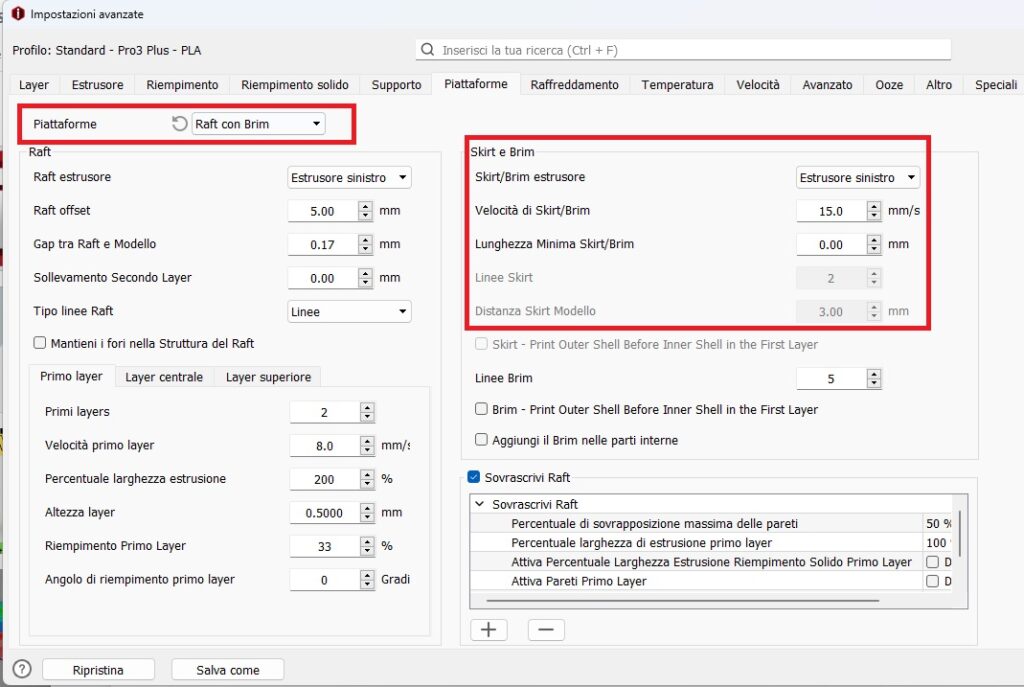
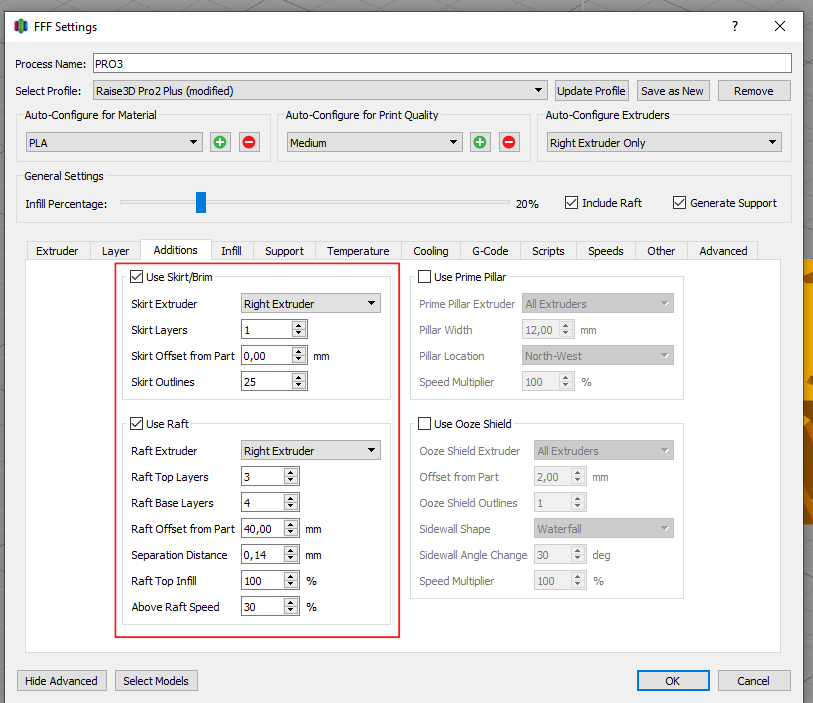
Il Raft, non è altro che una sorta di “zattera” su cui verrà stampato in nostro oggetto. Questa funzione è presente su tutti gli Slicer, e serve per aumentare notevolmente l’adesione del nostro oggetto al piano di stampa, si tratta di una sorta di griglia, che viene stampata con una larghezza di estrusione molto ampia (circa il 200%) che funge da basamento, su cui viene stampato il nostro oggetto. Si utilizza spesso quando si devono stampare oggetti piccoli, che come ti dicevo prima, non hanno una, una sufficiente area di appoggio al piano, che di conseguenza, potrebbe rendere la stampa instabile.
Di contro il RAFT, va rimosso successivamente in Post-produzione, e potrebbe far peggiorare la qualità estetica alla base del nostro oggetto, che in alcuni casi potrebbe essere un problema. Non si usa spesso quando si stampa PLA, PETG, ecc.… ma se riscontri problemi attivala. Di seguito trovi le impostazioni su come impostarla su Simplify3D e IdeaMaker.
BRIM:
letteralmente “Gonna” è molto utilizzata durante la stampa, non è invasiva come il raft, ma aiuta anche essa ad aumentare la superfice di contatto con il piano di stampa, e l’ancoraggio al piano. Per garantire una buona adesione è sufficiente alcuni Loop di Brim, 7-10 sono più che sufficienti, andrà rimossa anche essa successivamente, ma è molto semplice e non lascia particolari imperfezioni sull’oggetto.
Conclusioni:
Ti ho spiegato tutto per filo e per segno, come evitare il Warping, e come intervenire. Se si presente, non ti resta che provare e settare il tuo profilo di stampa come ti ho suggerito.
Non sottovalutare i primi punti, anche perché te li ho scritti in maniera sequenziale proprio per arrivare alla soluzione, e capire dove sta il problema, quindi segui l’ordine. Se vuoi più informazioni non esitare a contattarci. Grazie.
Articoli Correlati