Vai al contenuto
Vai al contenuto Sovra estrusione: Cosa è, e Come risolvere questo problema di stampa 3D.
Sovra estrusione: Impostazioni e consigli per eliminare questo problema di stampa.

Condividi:

Matteo Ingrosso
Autore articolo.
Sovra estrusione : Ogni profilo di stampa creato con qualunque Slicer, ha impostato una quantità precisa di materiale che deve estrudere in ogni preciso momento, questo fattore è relazionato tra la velocità di stampa e il diametro dell’ugello che si sta utilizzando. Va da sé che se ho un nozzle da 0.8 mm e stampo a una velocita di 40mm/S, dovrà estrudere il doppio della plastica rispetto ad utilizzare un nozzle da 0.4 alla stessa velocita di Stampa.
Questo effetto lo possiamo notare se osserviamo la ruota godronata della stampante 3D, e noteremo che più andiamo veloci e più dovrò girare velocemente, questa velocità sarà ancora più accentuata con diametri di nozzle maggiori. Lo Slicer calcola quanto deve far girare veloce la ruota godronata sulla base di questi parametri: Diametro del filamento, Diametro. Nozzle, Extrusion Multiplayer, e Velocità di stampa. La Stampante però sfortunatamente non ci fornisce alcun feedback sulla giusta quantità di plastica estrusa, spetta a noi impostare correttamente questi parametri.
Se vedi che il tuo oggetto ha delle sovrabbondanze di materiale o noti che gli spigoli non sono vivi ma hanno una sorta di arrotondamento, potrebbe indicare che la tua stampante sta sovra estrudendo il materiale.
Adesso andiamo a vedere quali sono i parametri da modificare e come farlo quando hai una sovra estrusione:
Diametro del filamento:
Assicurati che il diametro sia corretto.

Normalmente nella maggior parte delle stampanti 3D, vengono utilizzate bobine di filamento dal diametro di 1.75mm, questa misura in genere ha una tolleranza di maggiore 0.05mm nei filamenti di bassa qualità, e minore di 0.02mm in quelli di alta qualità, questo perché è molto difficile estrudere il filamento in fase di produzione con una precisone assoluta, purtroppo pero questa variazione , anche se minima sul diametro del filamento comporta dei problemi di stampa tra cui sovra estrusioni e sotto estrusioni, che creano dei difetti visibili nel nostro oggetto e talvolta possono anche fare fallire la stampa. È quindi molto importante misurare il filamento, in tre o quattro punti distanti tra loro di almeno 15 centimetri lungo il filamento, per poter fare una media dei punti e ottenere quindi il valore corretto, e inserirlo nello Slicer.
La stampante non ha alcun modo di sapere se il diametro del filamento è realmente quello che abbiamo impostato noi, quindi è nostra cura impostarlo correttamente, così che lei possa calcolare la giusta velocità della ruota godronata, per estrudere la giusta quantità di materiale.
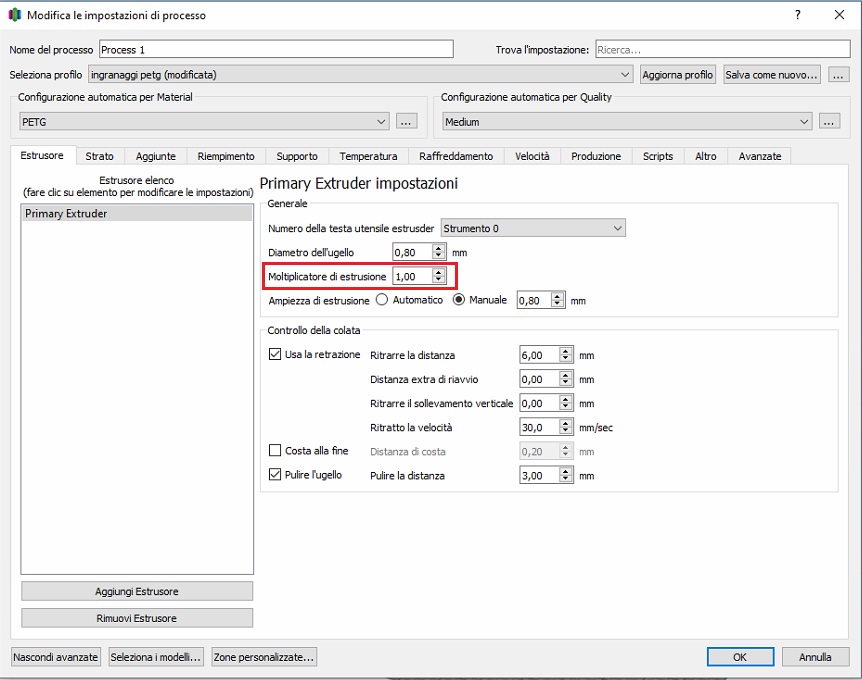
Extrusion Multiplayer / Moltiplicatore di estrusione:
Impostalo correttamente per il tipo di materiale che stai stampando
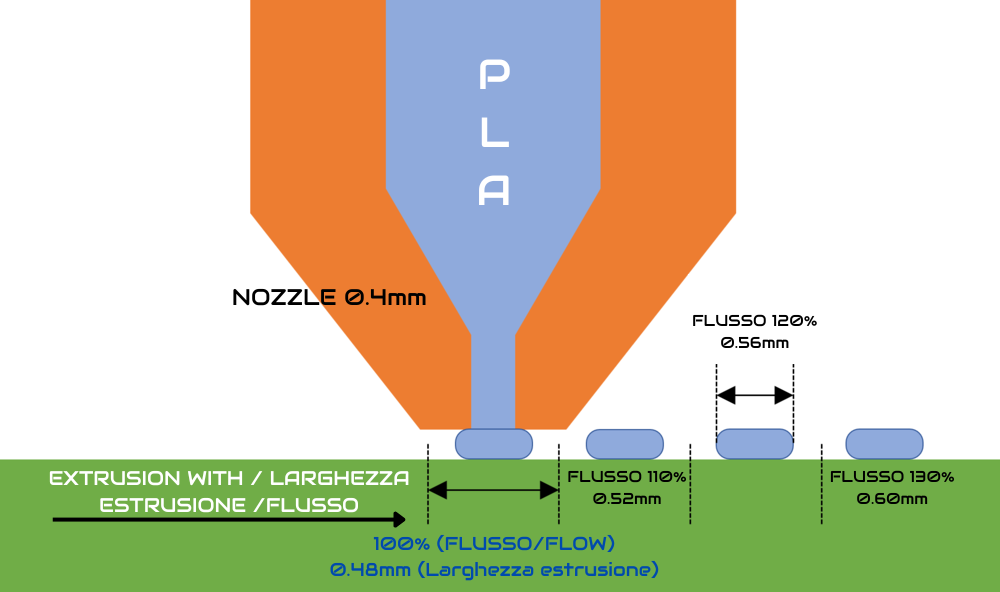
Questo parametro indica la quantità di materiale che la stampante deve estrudere. Se si stampa PLA normalmente è impostato a 0,9, mentre per l’ABS, PETG è impostato a 1. Aumentando o diminuendo questo valore si avrà un’estrusione maggiore o minore.
Inoltre, flusso e larghezza di estrusione /Extrusion With, sono direttamente proporzionali. Avere un flusso più alto comporta una Laghezza di estrusione maggiore e viceversa.
Dire Extrusion Multiplayer o Flow è la stessa cosa. In Simplify3D è chiamato Moltiplicatore di estrusione/ Extrusion Multiplayer, in IdeaMaker viene chiamato FLOW, ma entrambi variano la quantità di materiale estrusa, che comporta una larghezza di estrusione diversa.
Quindi se il tuo oggetto presenta delle sotto estrusioni, come piccoli fori o degli spazi tra un loop e l’altro potresti aumentare di 0.3 (Symplify3D) o 30% se è in percentuale (IdeaMaker).
Diametro dell’ugello:
Assicurati che sia effettivamente quello
Una volta inserito il valore del diametro del Nozzle, lo Slicer calcolerà automaticamente i percorsi, la larghezza di estrusione, e la velocità della ruota godronata, che spingerà il filamento in maniera da ottenere un flusso costante e preciso.
Assicurati quindi che l’ugello che stai montando sia effettivamente della dimensione esatta. Molto spesso ugelli di bassa qualità risultano avere diametri molto diversi rispetto al valore dichiarato dal produttore. Avere un nozzle di qualità e affidabile, è fondamentale altrimenti avremmo sicuramente tutta una serie di altri problemi correlati oltre a possibili sovra estrusioni che comprometterebbero la qualità e la riuscita della nostra stampa.
Articoli Correlati