Vai al contenuto
Vai al contenuto Supporti densi : Come impostarli su IdeaMaker.
Impariamo a conoscere tutti i parametri per impostare al meglio i supporti densi su IdeaMaker.
Condividi:

Matteo Ingrosso
Autore articolo.
In questa guida ti vorrei spiegare passo dopo passo tutti i parametri necessari per impostare correttamente i supporti densi su IdeaMaker.
Intanto spieghiamo brevemente cosa sono i supporti densi e a cosa servono.
I supporti densi sono un tipo di supporto di stampa, molto più fitto dei supporti di stampa normali, che ci permette di aumentare notevolmente la finitura estetica delle superfici del modello da supportare. Inoltre; ci permettono di risparmiare materiale e tempo di stampa, poiché possiamo impostare dei supporti di stampa grossolani, e qualche layer prima della superficie da supportare, possiamo inserire quanti strati vogliamo di supporti densi.
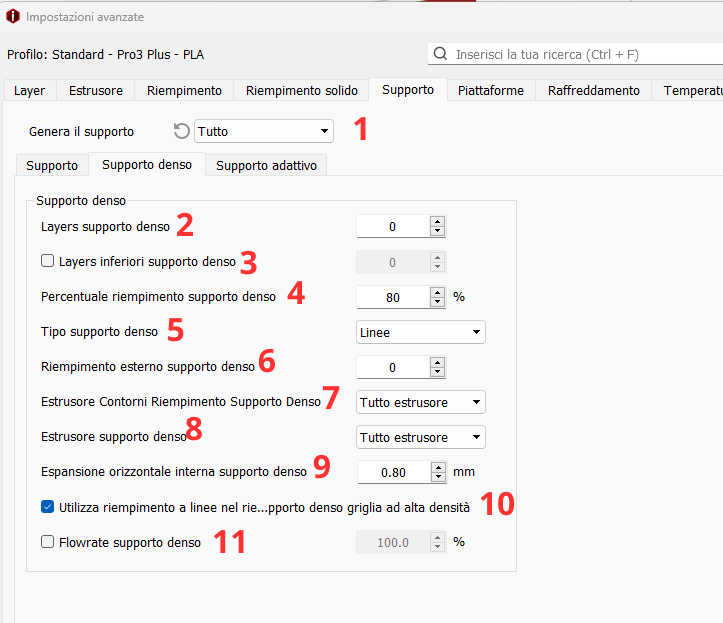
1 Genera il supporto:
Questo parametro, è il più importante, da esso dipende da dove vogliamo che i supporti di stampa vengano generati. Selezionando “Tutto”, i supporti di stampa verranno creati partendo dal piano di stampa, e anche da zone del modello. Mentre invece selezionando “solo contatto piano“, verranno generati tutti quei supporti che partono solamente dal piano di stampa.
Se invece volgiamo disattivare i supporti per tutta la stampa, e sufficiente selezionare “Nessuno”. Ovviamente per stampare i supporti densi, bisogna che i supporti di stampa siano attivi, altrimenti sarà impossibile stamparli.
2 Layer supporto denso:
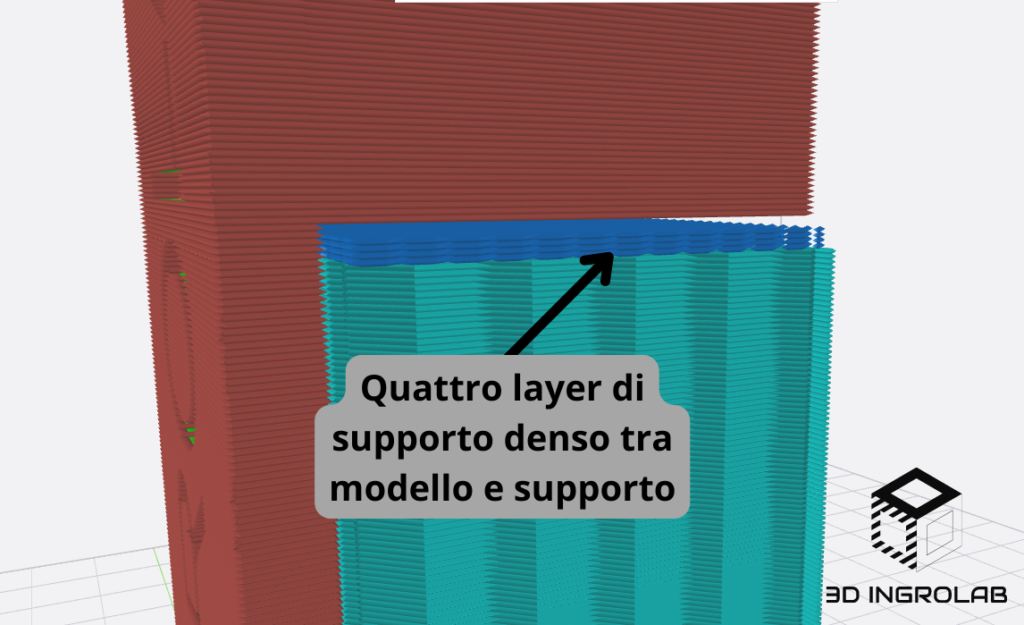
Questo parametro ci permette di impostare quanti strati di supporto denso vogliamo creare tra il supporto normale e la superficie del modello da supportare. Normalmente tre o quattro layer sono sufficienti per garantire una buona qualità, se invece hai impostato una densità molto bassa di supporti normalo (es: inferiore al 10%), ti consiglio di aumentare di qualche strato questo valore, cosi essi avranno modo di stabilizzarsi ed uniformarsi prima di andare a contatto con il modello, garantirai cosi al tuo modello una buona qualità estetica. Attenzione però anche qui a non esagerare inserendo troppi strati, altrimenti farai molta fatica a rimuoverli dal tuo oggetto in post-produzione, più strati inserirai e più loro saranno coesi, robusti e rigidi.
3 Layers inferiori supporto denso
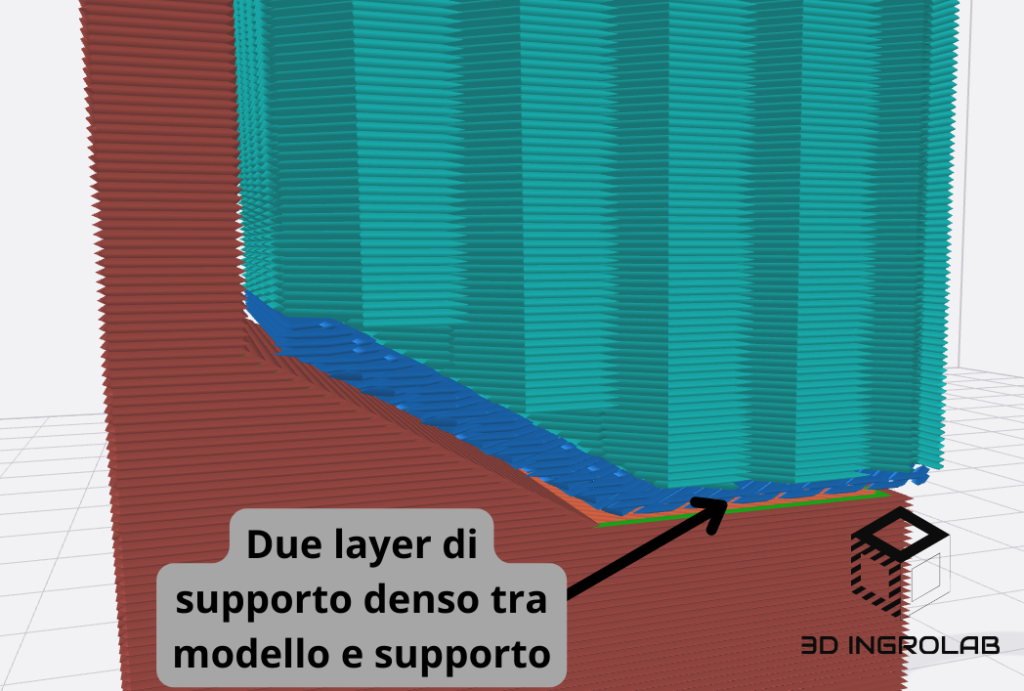
Spuntando questa casella verranno generati i supporti densi tra la superficie del modello e il supporto normale. Questa impostazione è utile per preservare la qualità estetica della superficie del modello che dovrà sorreggere i supporti di stampa. I supporti densi inferiori verranno generati solamente se abbiamo impostato “Genera il supporto” su “tutto”, altrimenti verranno esclusi tutti quei supporti di stampa che sono non sono a contatto con il piano di stampa.
4 Percentuale riempimento supporto denso:
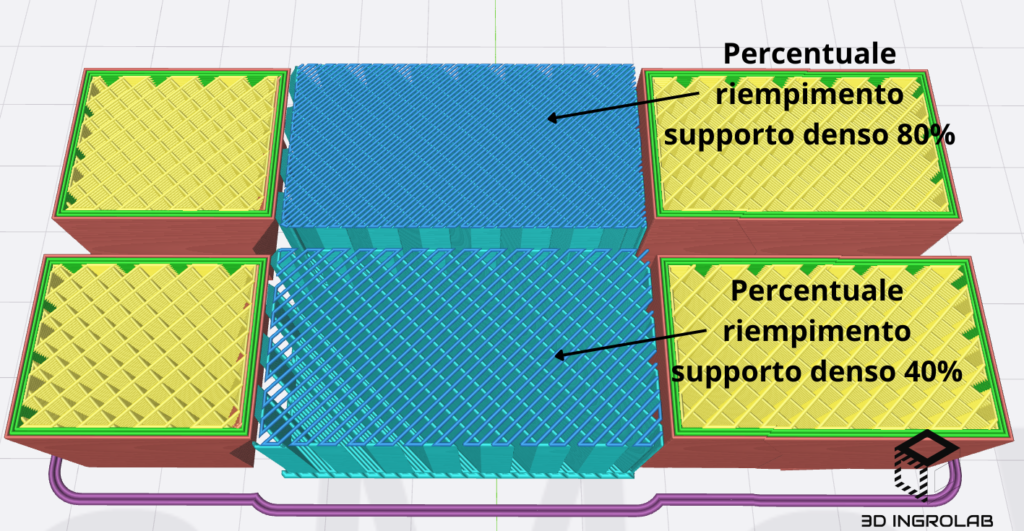
Questo parametro, imposta la percentuale di densità dei supporti ovvero quanto vogliamo che essi siano fitti. Normalmente si impostano intorno al 70-80% per garantire una buona finitura estetica, mentre invece si impostano al 100%, quando si stampano con materiali solubili come PVA; HIPS ecc.…, su stampanti a doppio estrusore, in quanto non dobbiamo preoccuparci troppo della loro rimozione, poiché andranno sciolti nel rispettivo solvente.
5 Tipo supporto denso:
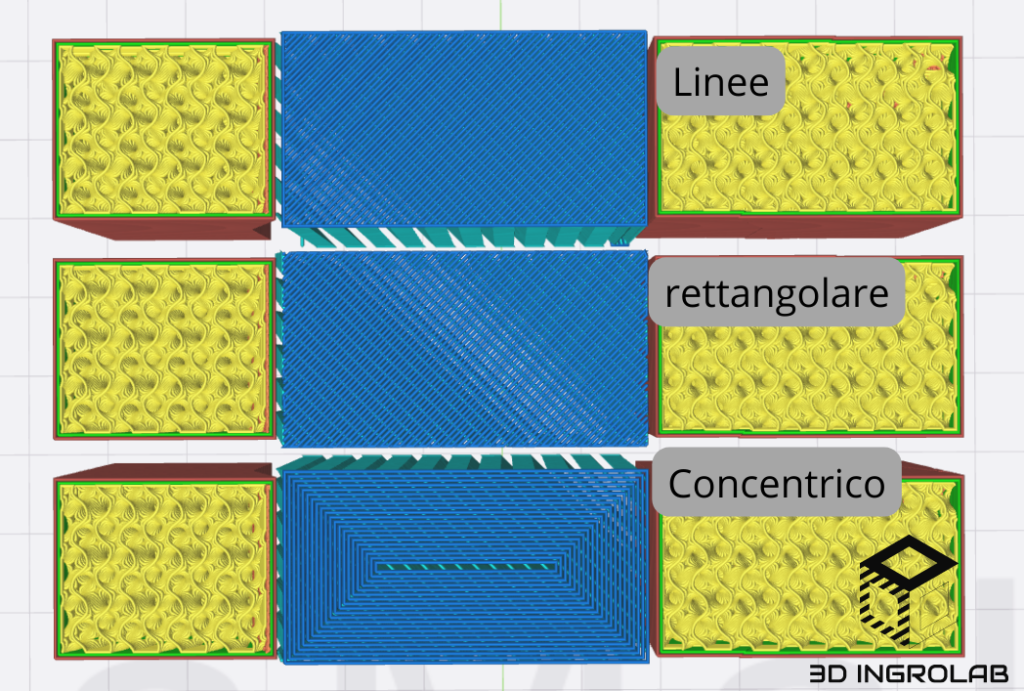
In questo menu a tendina possiamo scegliere il tipo di supporto denso che vogliamo creare. È infatti possibile scegliere due tipi diversi per supporto normale e supporto denso, possono esserci dei casi in cui è meglio utilizzare un supporto denso per esempio concentrico, o rettangolare ecc., diversamene dal tipo di supporto normale.
6 Riempimento esterno supporto denso:
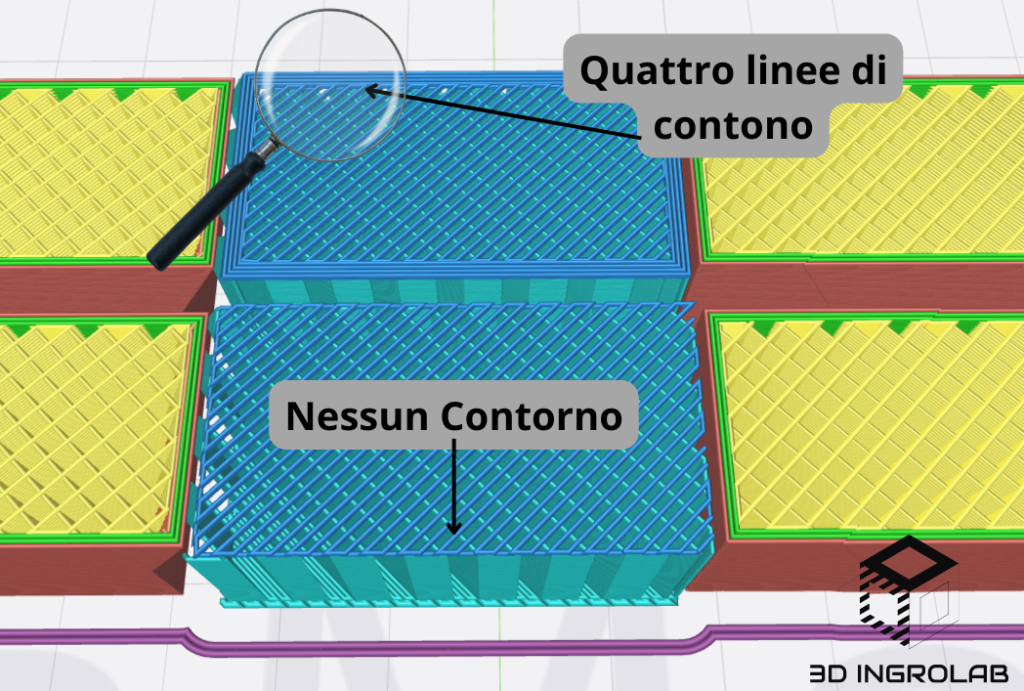
Questo parametro permette di aggiungere dei contorni ai supporti di stampa densi, può essere utile abilitare questa funzionalità qualora si voglia rendere i supporti densi più stabili è migliorare la qualità estetica del modello alle estremità delle superfici del modello da supportare.
7-8 Estrusore Contorni riempimento supporto denso:
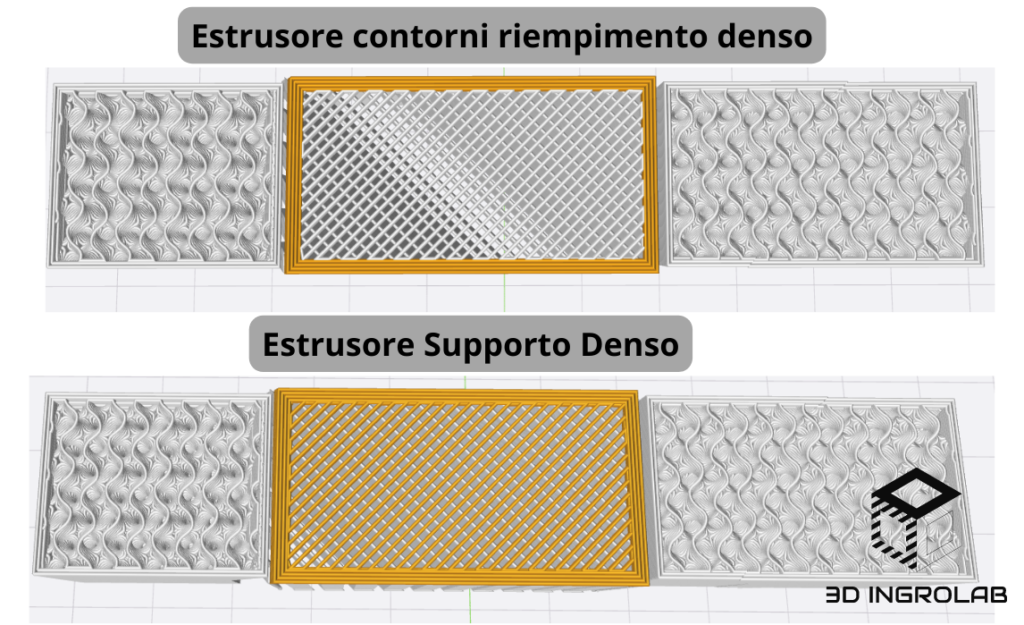
Se hai una stampante doppi estrusore puoi decidere di stampare il contorno dei supporti densi con un altro materiale, potrebbe essere utile a volte stampare i contorni con un altro materiale e supporto denso con lo stesso del modello e viceversa.
Estrusore supporto denso: Questo parametro è uno dei più importanti per quanto riguarda la gestione dei supporti densi, ovviamente come il precedente, si può utilizzare solamente con stampanti a doppio estrusore. Normalmente si imposta in questo modo: si stampano i supporti normali con lo stesso materiale del modello, mentre i supporti densi con un materiale solubile. A questo punto quando la stampa del nostro oggetto sarà terminata, immergendo l’oggetto nel solvente per sciogliere il supporto denso, esso si scioglierà staccando anche i supporti normali, così facendo avremo una ottima qualità estetica della superficie supportata, e avremo risparmiato materiale di supporto che normalmente è più costoso dei comuni filamenti ABS; PLA; PETG; ecc.…
Espansione orizzontale interna Supporto denso:
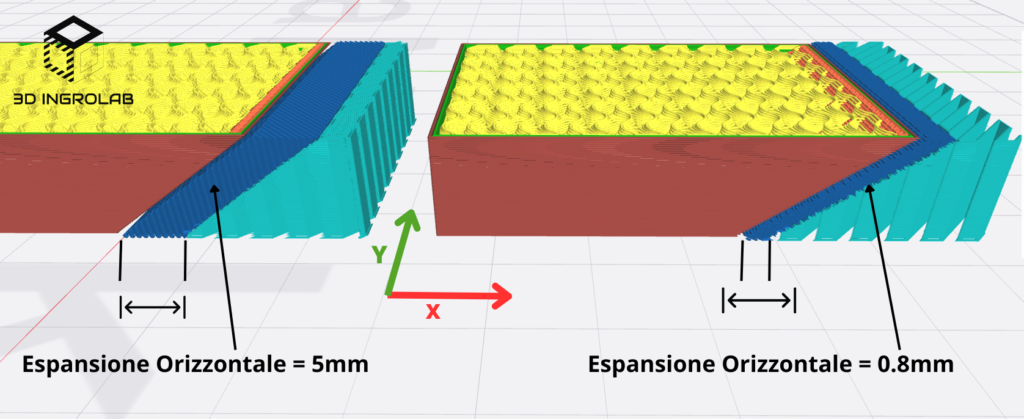
Questo parametro si imposta in millimetri, e ci permette di espandere i supporti densi negli assi X e Y del nostro modello, solamente per le pareti sporgenti ovvero che crescono con un certo angolo di sbalzo ma non completamente a sbalzo.
Aumentando questo valore possiamo incrementare la quantità di supporti densi che andranno a supportare la superfice del modello. Di norma è sufficiente 0.8mm, in base alle esigenze di qualità estetica in queste parti del modello si pio aumentare anche di qualche millimetro.
Non esagerare troppo perché verranno generati dei supporti densi molto fitti, che poi potrebbero essere difficili da rimuovere in post-produzione.
Utilizza riempimento a linee nel riempimento:

Attivando questa casella, lo Slicer ogniqualvolta che noi imposteremo un riempimento ad alta intensità per esempio maggiore del 90% per i supporti densi, indipendentemente dal tipo di supporto che abbiamo scelto (Rettangolare, concentrica griglia ecc.…), verrà creato un supporto denso a linee, per avere una maggiore adesione alla superfice del modello da stampare.
Flowrate supporto:
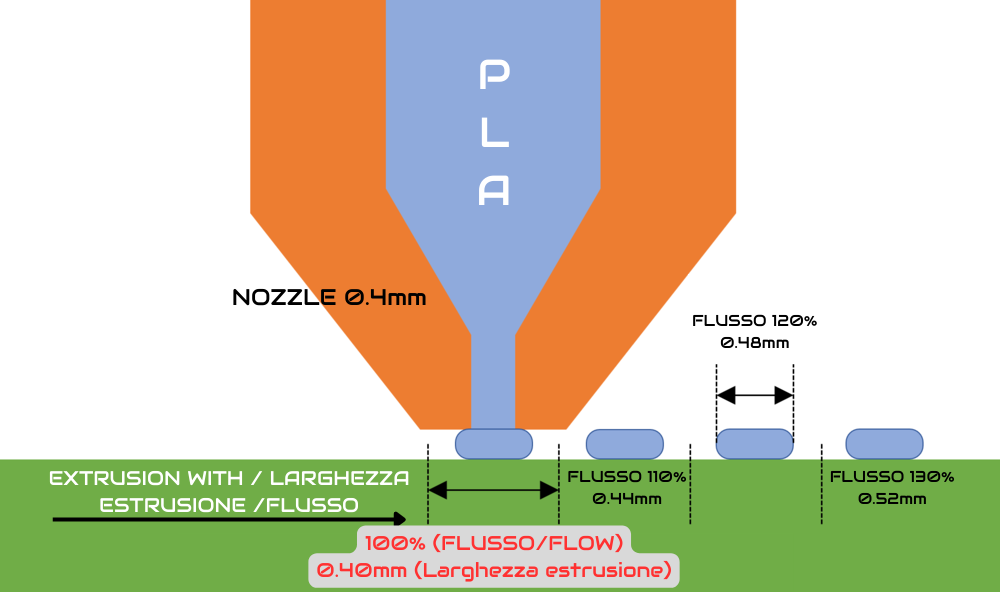
Variando la percentuale di questo parametro, possiamo modificare il flusso /Larghezza di estrusione soltanto per i supporti densi. Normalmente è impostata al 100%, ma se per esempio stiamo stampando il supporto con ugelli di diametro maggiore di 0.4mm, è possibile diminuire il Flowrate, per avere dei supporti più sottili, risparmiando più materiale, e facilitando la rimozione di essi.
Articoli Correlati